



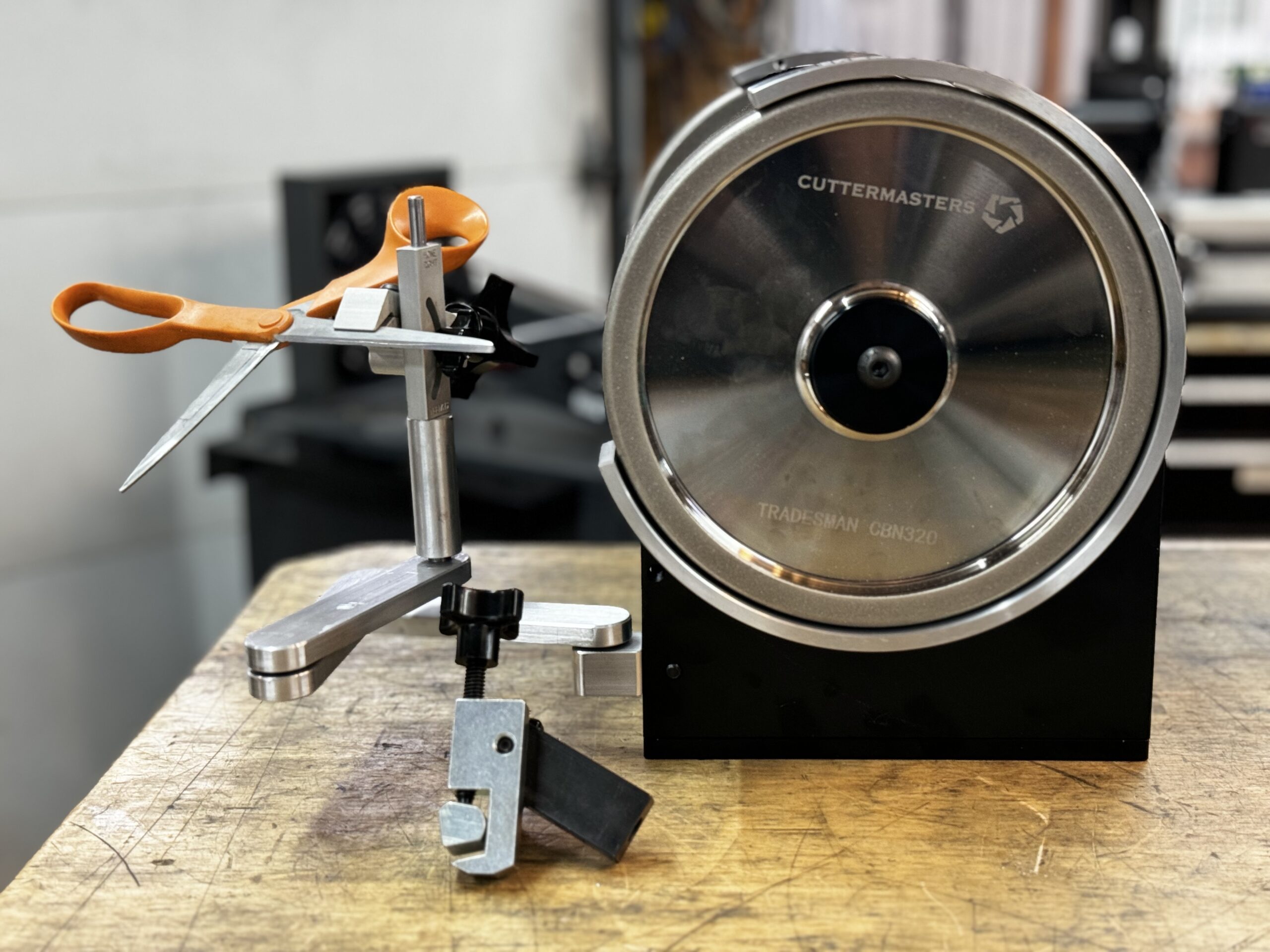
Jeffs’ Recent add ons for Tradesman 8, Scissors and Knife Sharpening
All Tradesman Grinders have these mounting locations
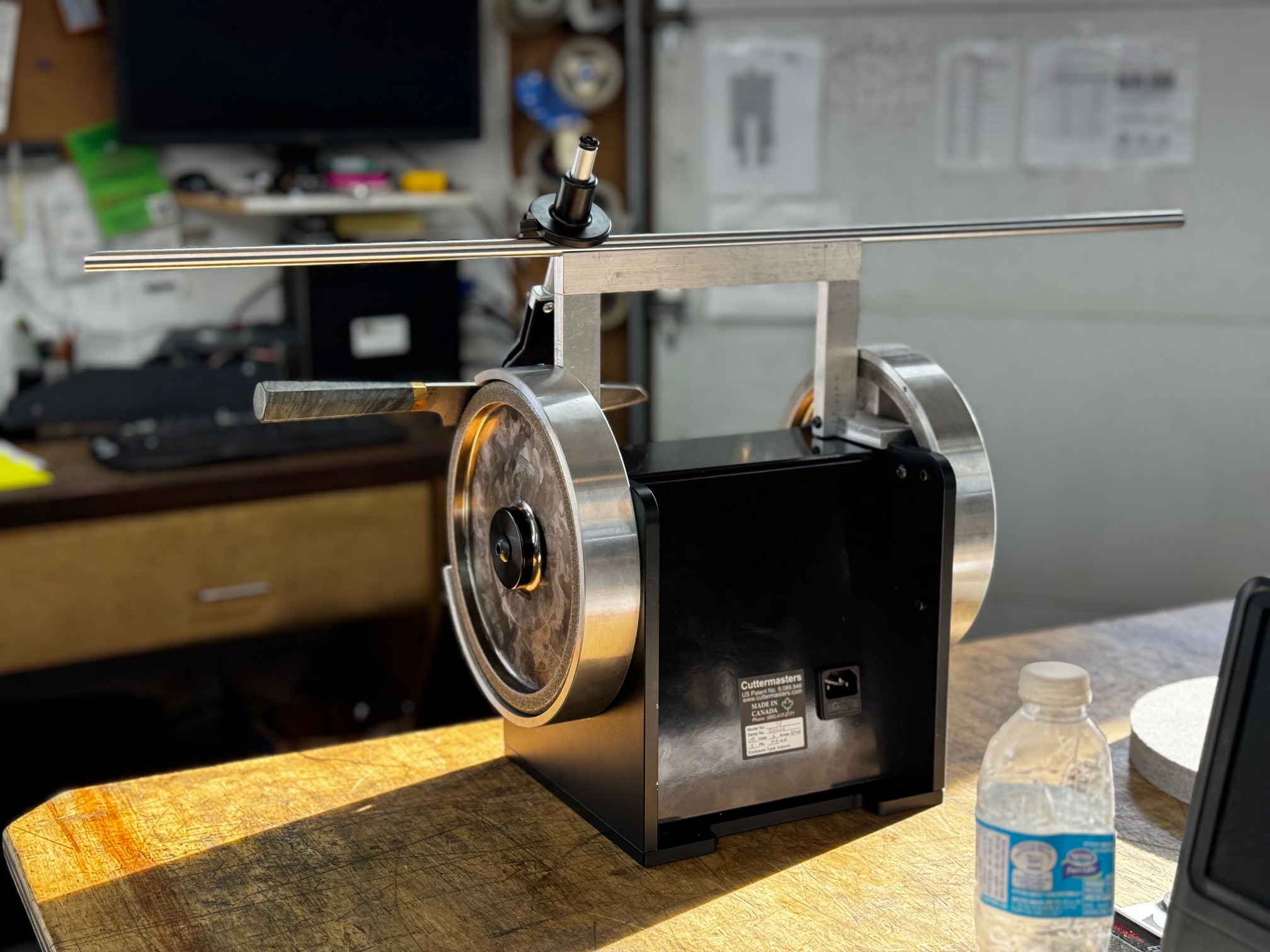
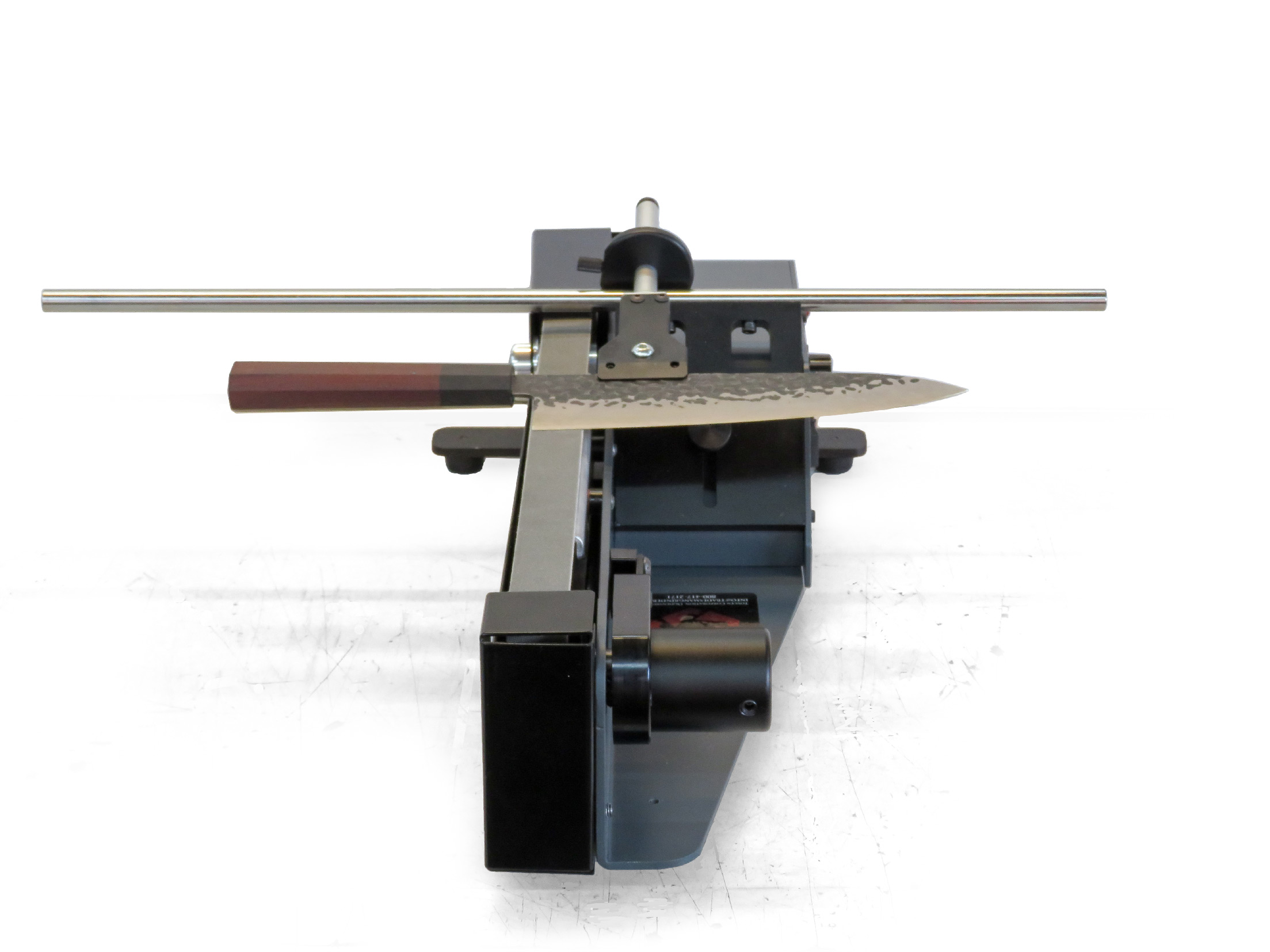
T8 Woodturner Knife Sharpening Kit $299.00
Edge Leading or Edge Trailing Uses the Apex Knife Jig and grip length Angle calculator
Fits all T8 Grinders 30 inch 12mm rail and a Knife Jig.



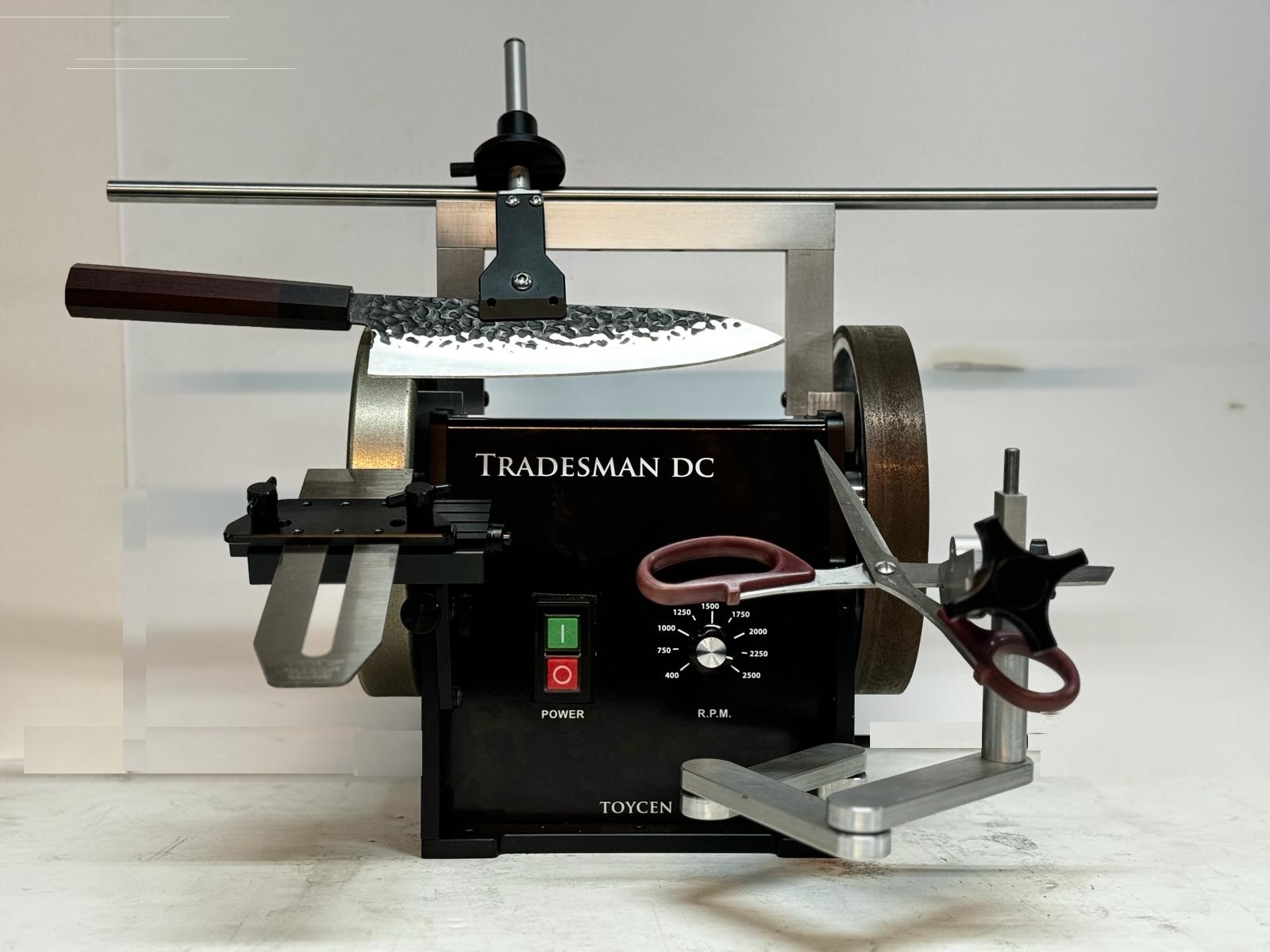
T8 Wood Turner , Tradesman Machinist, and Edge Apex, will all Mount this scissor attachment. (Just had to make Bracket)




Its Coming along Nicely 2024
Water mister systems and Ideas for belt grinders
We are going to use a similar system for the Edge Apex
Please have a look at the
Origin Blade Maker You Tube channel ) and subscribe Nice work !
Links for all the components:
Quick disconnects for airbrush: https://www.amazon.com/dp/B08Z43P1B7?…
Foot pedal: https://www.amazon.com/dp/B08MF2F8GF?…
Flexible nozzle: https://www.amazon.com/dp/B07X89Z1W9?…
8mm hose & fittings set: https://www.amazon.com/dp/B0BTJVBMQ8?…
Compressor with airbrush: https://www.amazon.com/dp/B07N64M2HM?…
Another place for information on setting up a mist system
Power Forge Workshop
Visit and Subscribe hes done some good research
Heres another
Friction Surfaces for Platens
Adhesive Back






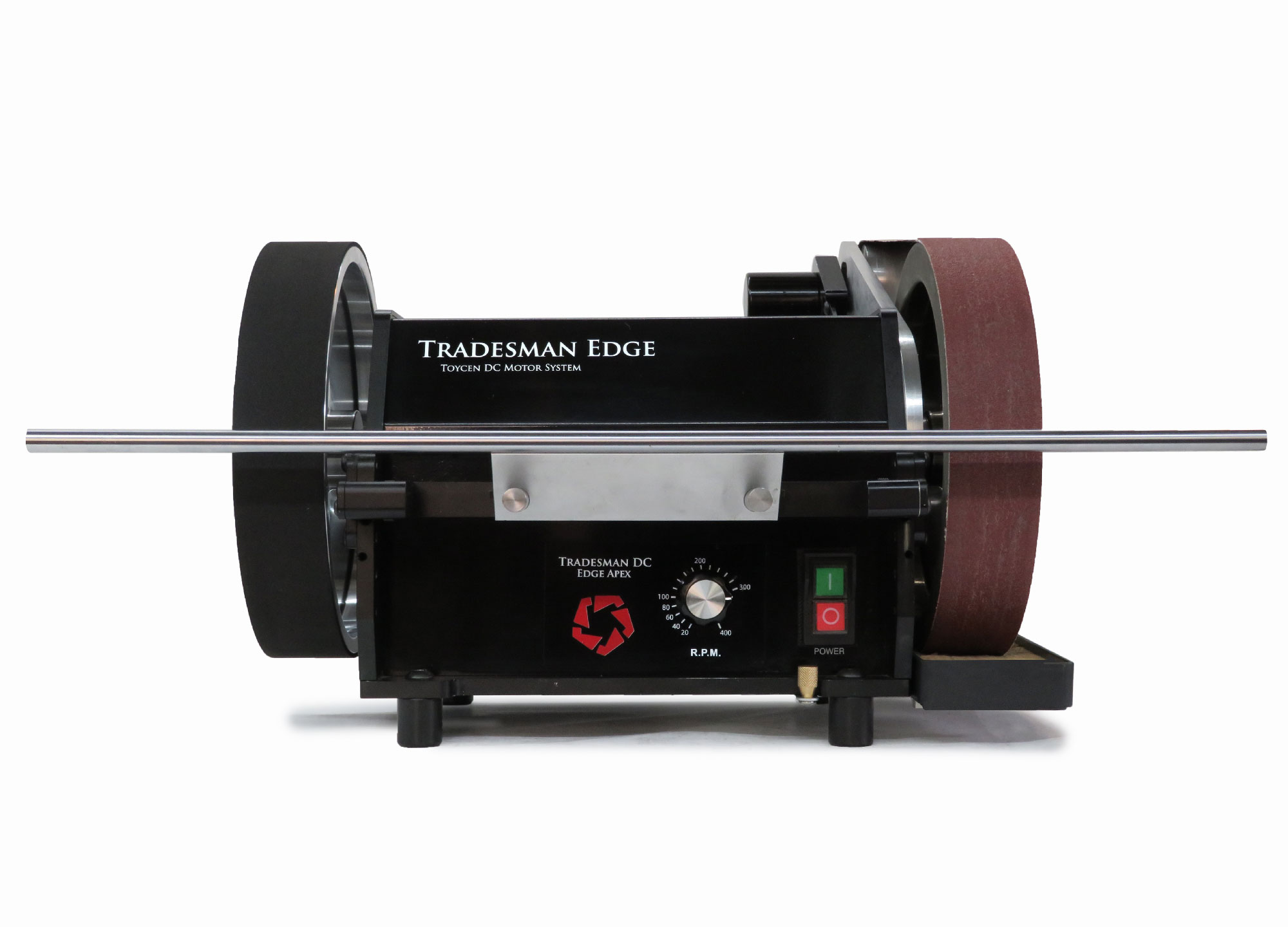
Tradesman EDGE Apex Tradesman long life Composite wheels


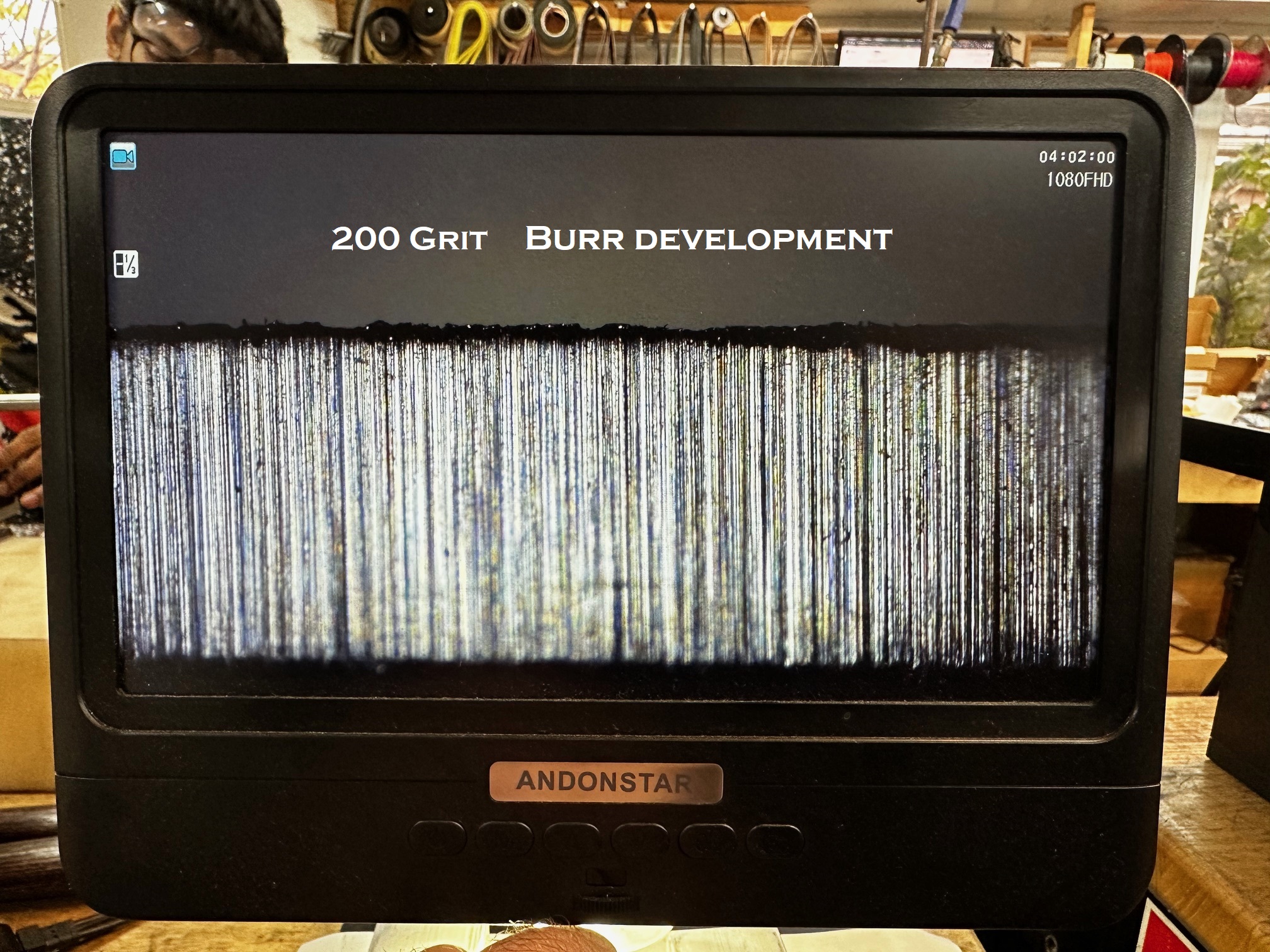


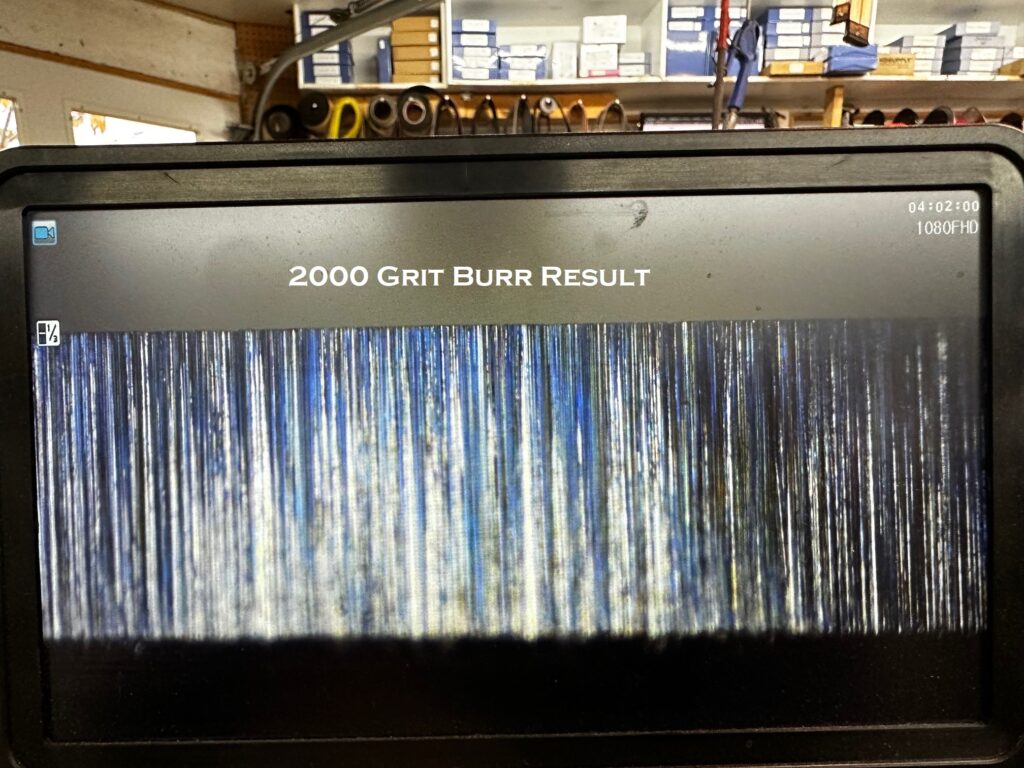
This is a 200 grit roughing 2000 Grit Edge prep 95 2 light strokes on Radial Strop
Belts 1×42 and 2×42 Trizact Style Thick Resin Layer with embedded grit
These belts made by Amecci in Canada
Trizact Style (Thick Abrasive Resin on the belt face for long life)
We have D100 (220) D35 (800) D 20 (1000) and D16 (2000) Grit In Stock
JENDE Sprays and Other cool Kinfemaker goodies
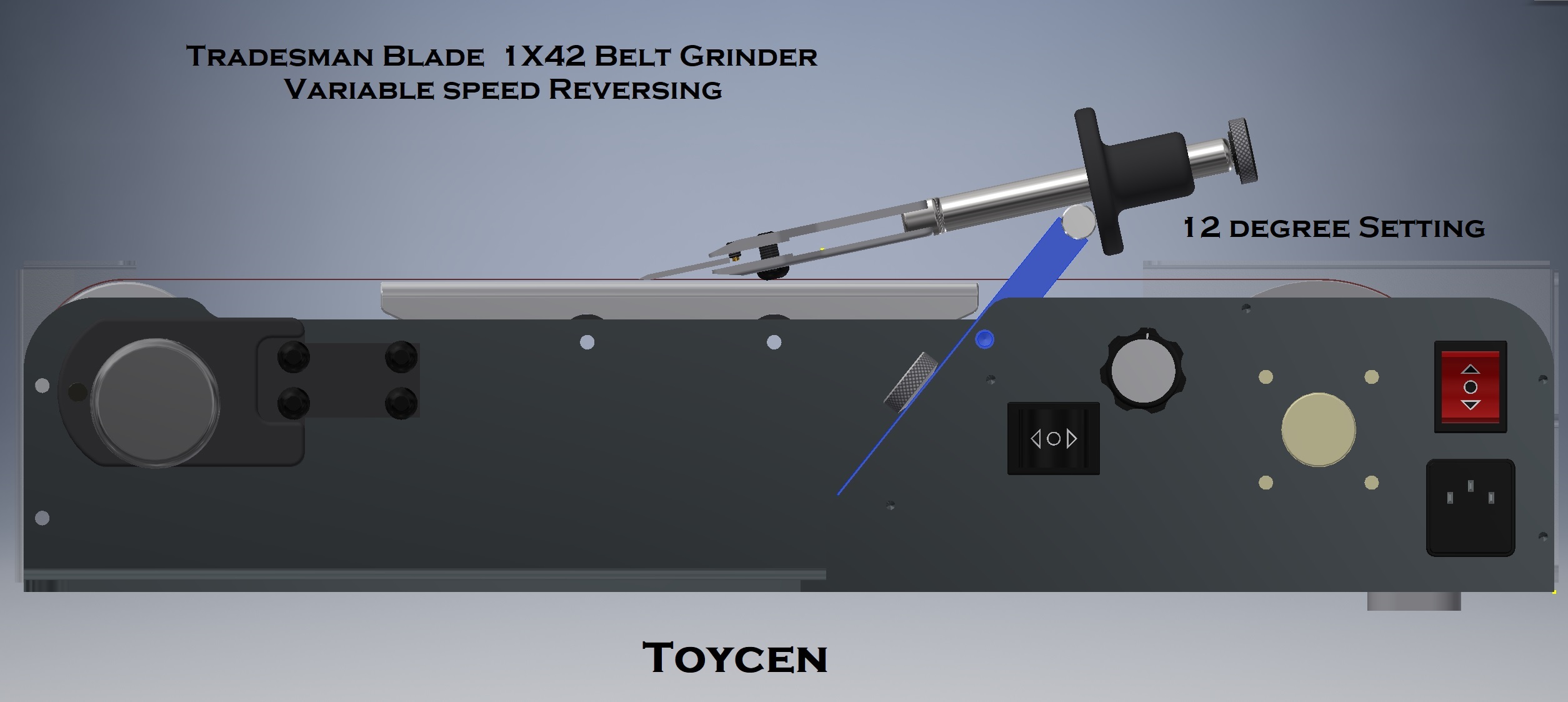
Grip Length Calculator for Tradesman Blade E3 1 x 42 Blade Belt Grinder
Grip Length – Rail Setting Calculator for EDGE Apex 250 mm Wheel type Blade Grinder
How to make your own honing compound

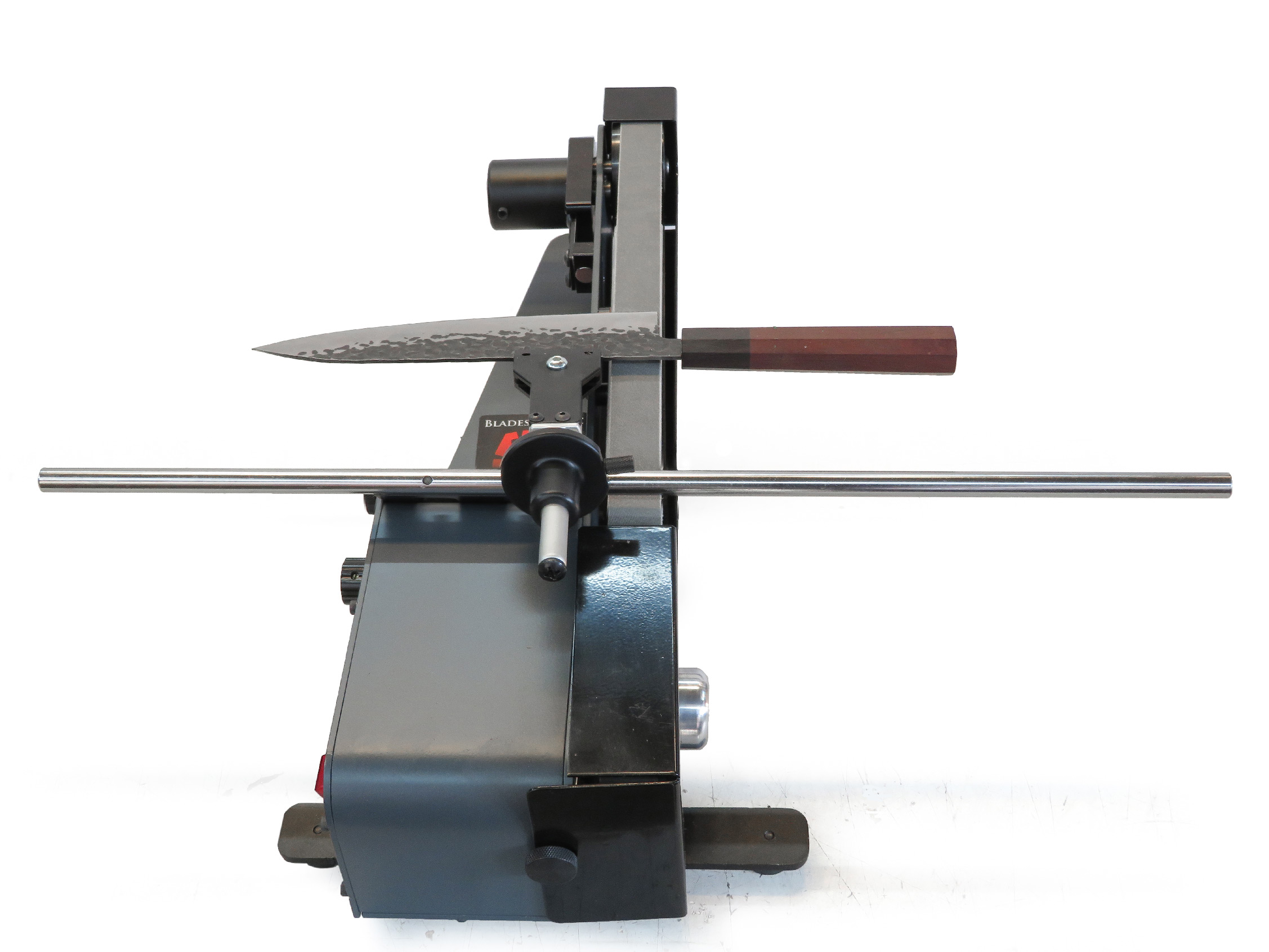
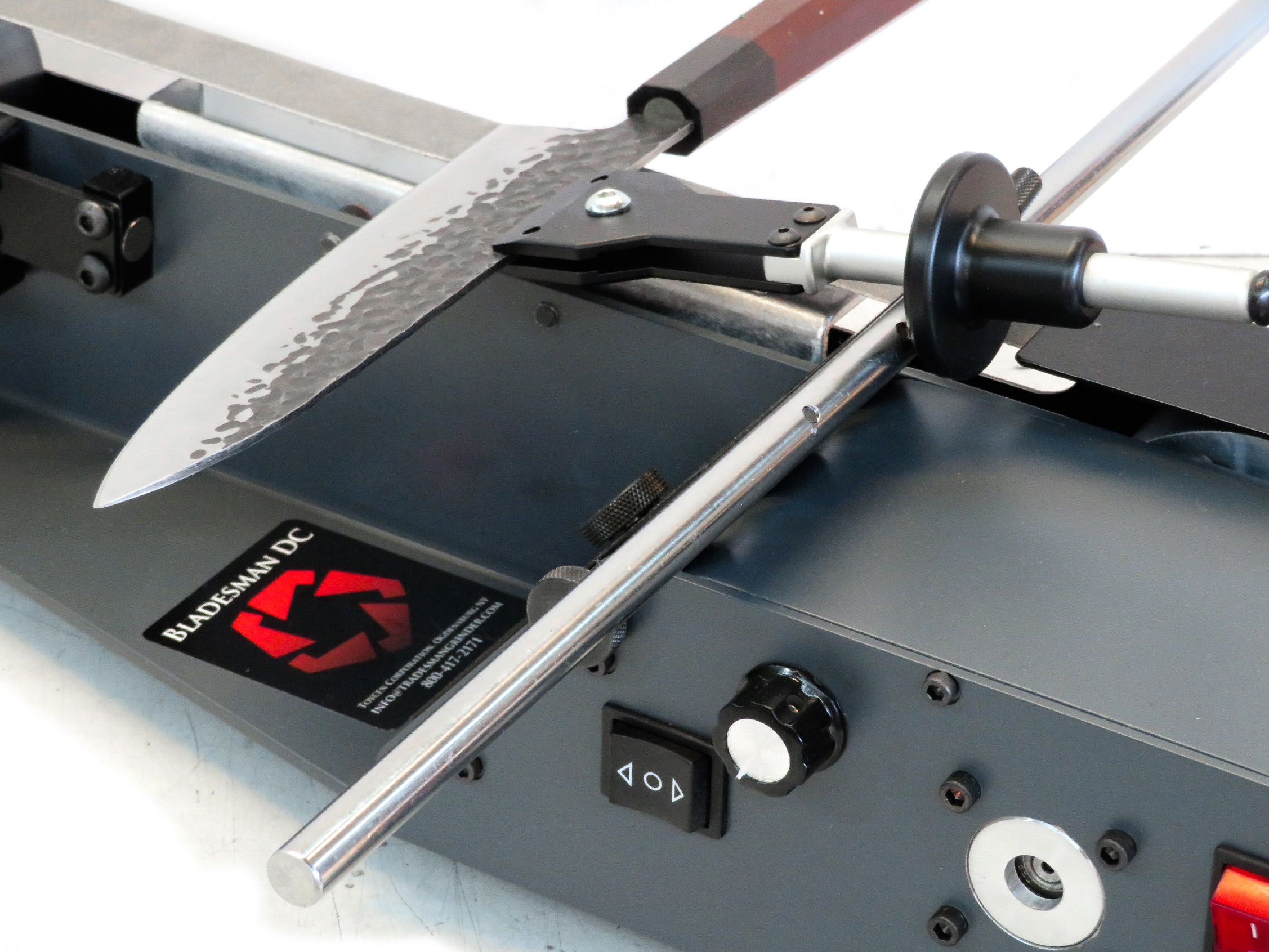
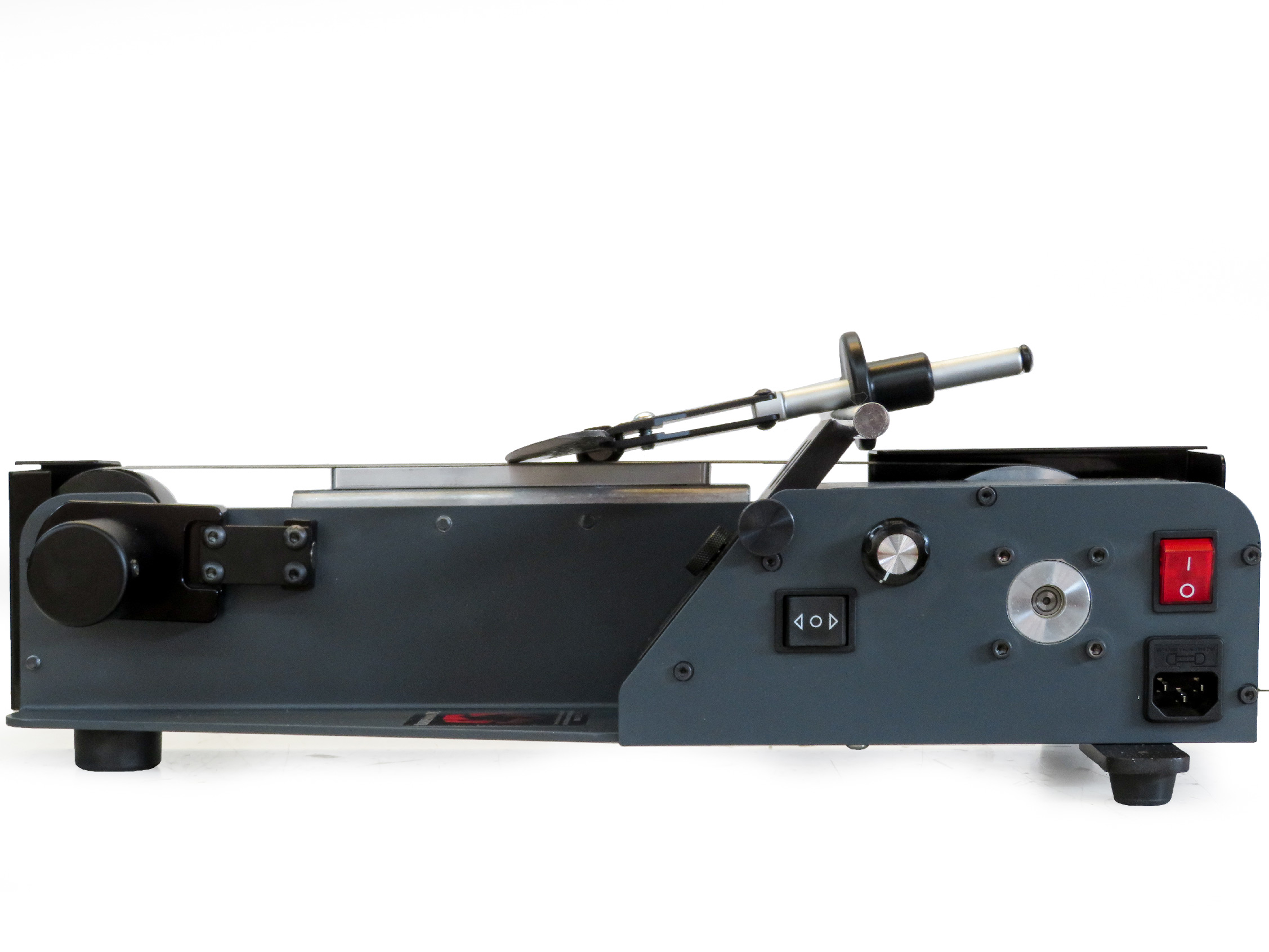
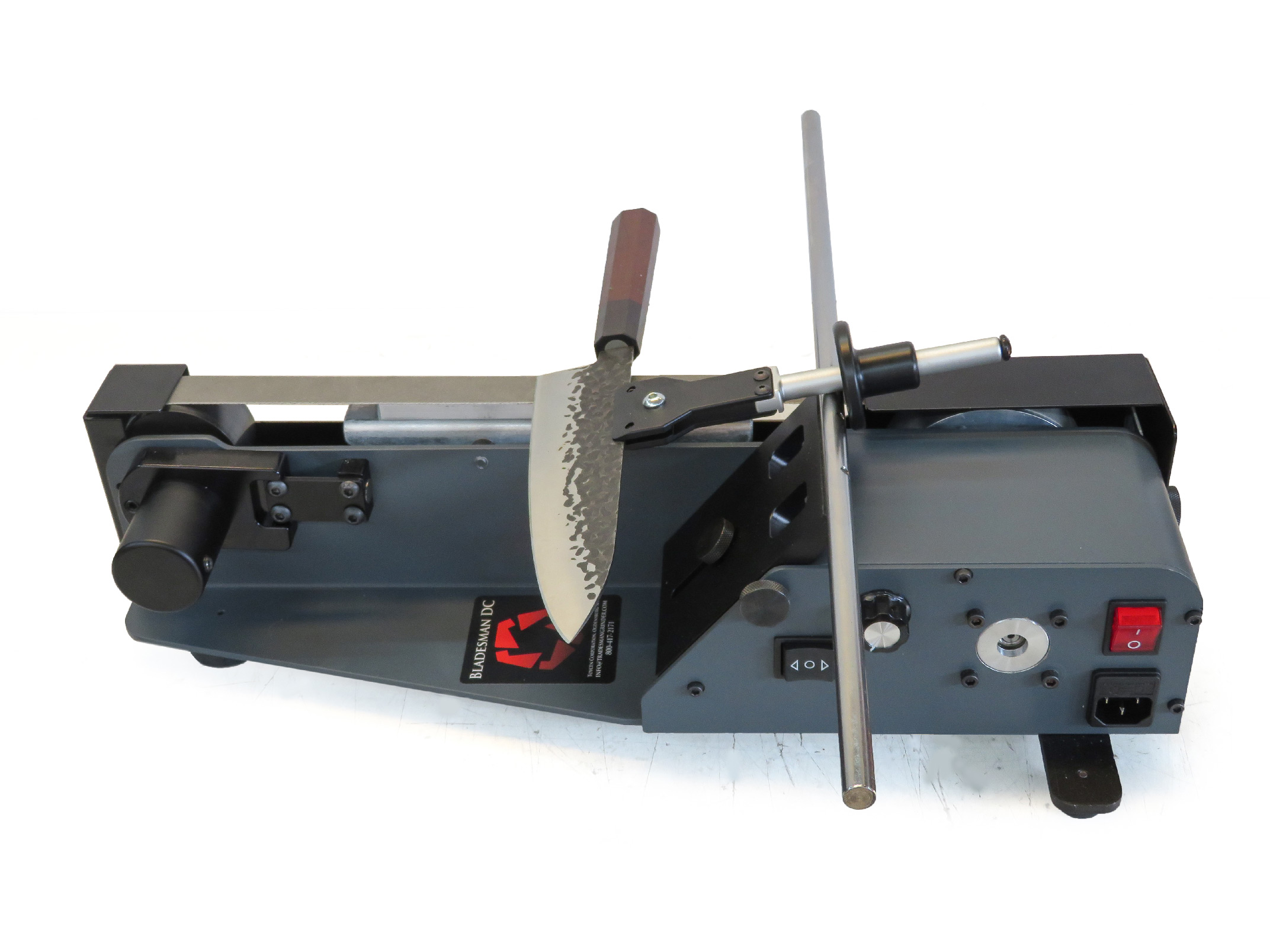
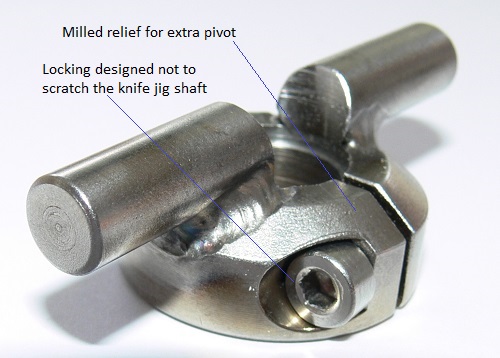
Apex Knife Jig for EDGE Apex and Bladesman 1×42 and 1X30 Belt Grinders



Each Knife Jig Comes with Driver for the Allen Screw , Clear Ruler for fast collar setting
Blade Centering, Quick set Collar, Thin Approach for real flat angles
Works with EDGE apex and Tradesman Blade Workstation and Tormek
Grip Length Calculator for Tradesman Blade E3 1 x 42 Blade Belt Grinder
Grip Length – Rail Setting Calculator for EDGE Apex 250 mm Wheel type Blade Grinder
This jig is compatible with the Tormek sharpening system. Suitable for knife blades from 2 ” long up to approximately 10″, the regular knife jig holds blades securely while allowing smooth, controlled movement across the wheels or belt.
Self Centering Jawa
12 mm shank
Quick set Collar
Easy to see and use calibrated Ruler
4mm Driver
With a centering Knife Jig, you’ll get symmetrical bevels with the same angle on both sides of the knife, regardless of the thickness or geometry of the blade. Whether you’re sharpening a regular kitchen knife or a thicker, tapered hunting knife, you’ll get the same results on both bevels of the knife without needing to reset the jig. The Apex entering Knife Jig fits most types of knives: household knives, chef’s knives, and knives for hunting and fishing.
Why Edge Apex Centering Knife Jig?
- Centers the knife in the jig for optimal, symmetrical results.
- Centers tapered knives and holds them firmly.
- Ability to shape a slightly convex edge with a movement between the two stops.
- Robust design – aluminum clamps and durable composite handle.
- Well-balanced – most of the weight is focused to the clamps, which provides a more balanced feel when sharpening.
- Slides smoothly with low friction against the support rail.
Centering for symmetrical sharpening
When you mount your knife in the Apex Centering Knife Jig, the knife self-centers in the jig, whatever its thickness or geometry. This means that the jig centers everything from the thinnest knives to knives with a thickness of up to 10 mm. It also means that knife blades that taper off from back to edge and heel to tip are centered in the jig, providing symmetrical grinding on both bevels of the knife. Easy setup, perfect results.
Good Range of Movement
Because the KJ-45 Centering Knife Jig is positioned with the stop resting freely against the universal support, you are able to follow the shapes of the knife, always guided by the universal support as a reference point. This makes it possible to sharpen knives with different blade shapes, from craft knives to recurve knives and classic chef’s knives.
Fits most knives
The Apex Centering Knife Jig centers knife blades up to 6mm mm thick. You can sharpen knives with blades down to 60 mm (2 3/8″) long and 12 mm (8/16″) tall. For smaller knives, you can combine the knife jig with the SVM-00 Small Knife Holder, which enables you to sharpen even your very smallest knives. The KJ-45 Centering Knife Jig has an extra stop that makes it possible to sharpen really tall knives, such as cleavers.
Well-balanced and ergonomic quickset collar
The user experience has also been in focus in the design and construction of the Apex Centering Knife Jig. For the best sharpening experience, most of the jig’s weight is focused to the clamps, the part that is closest to the sharpening itself. This provides a very well-balanced feel when it’s used.
The Collar Diameter and thickness has been designed to allow for quick adjustability , good tilting and actually doesn’t jump the rail
Some one said this may be a handy idea so its done 🙂
Set the Grip length
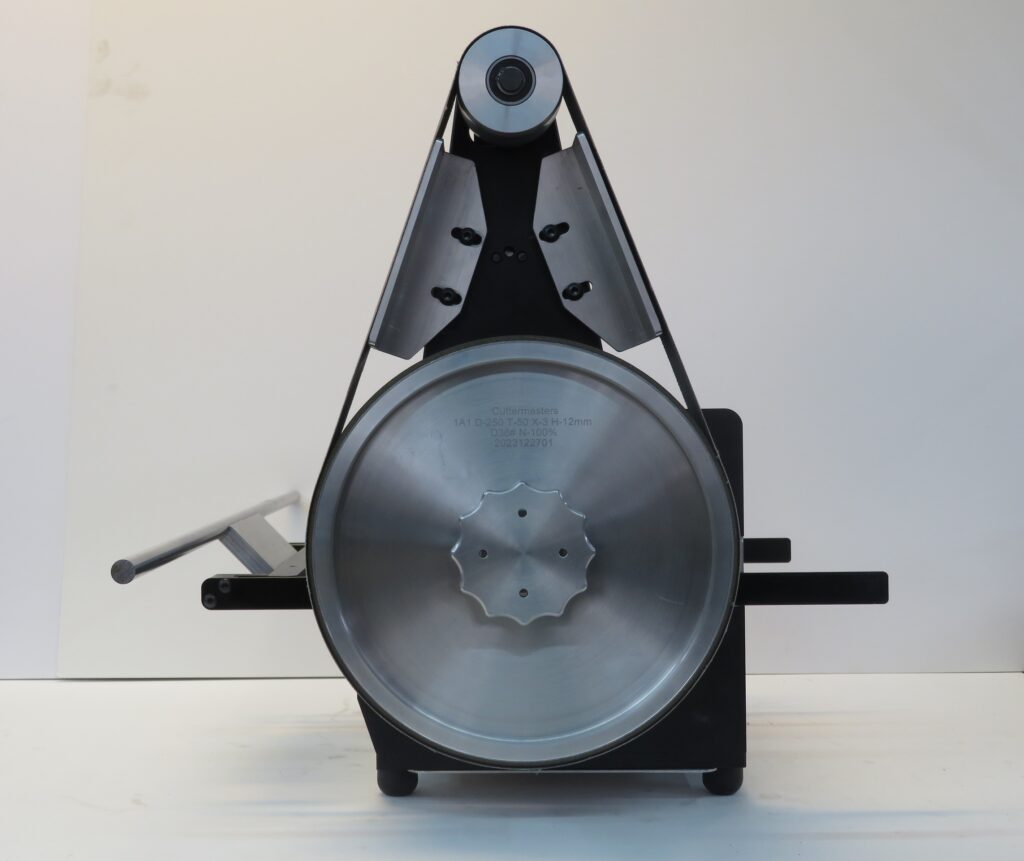
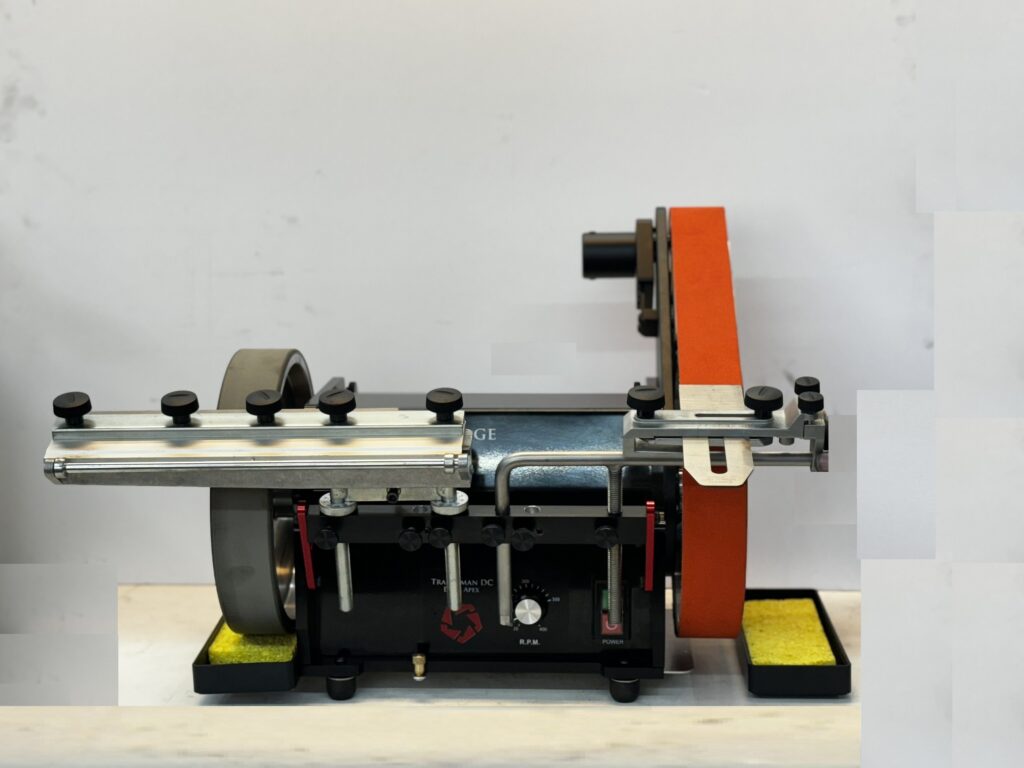
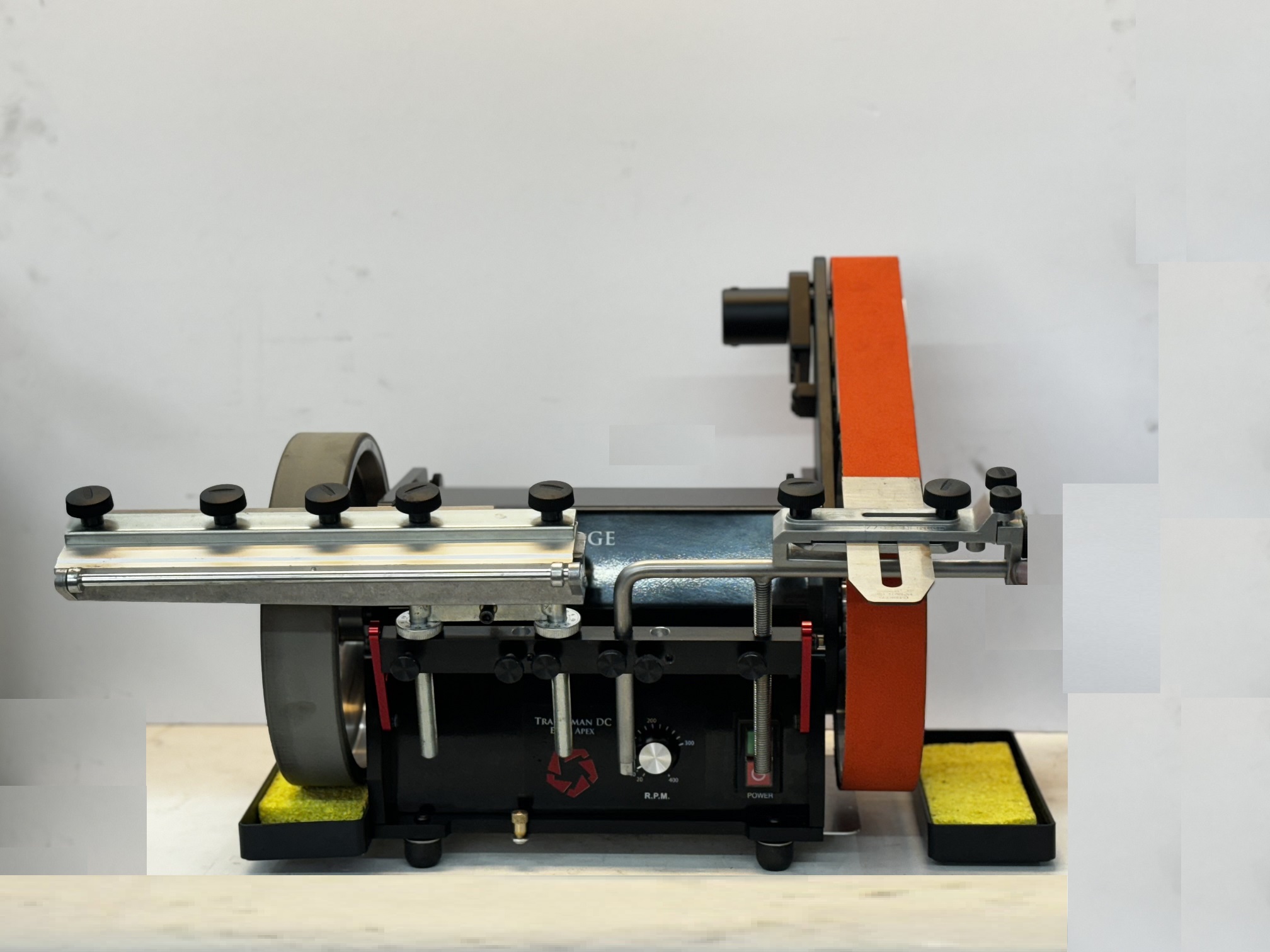
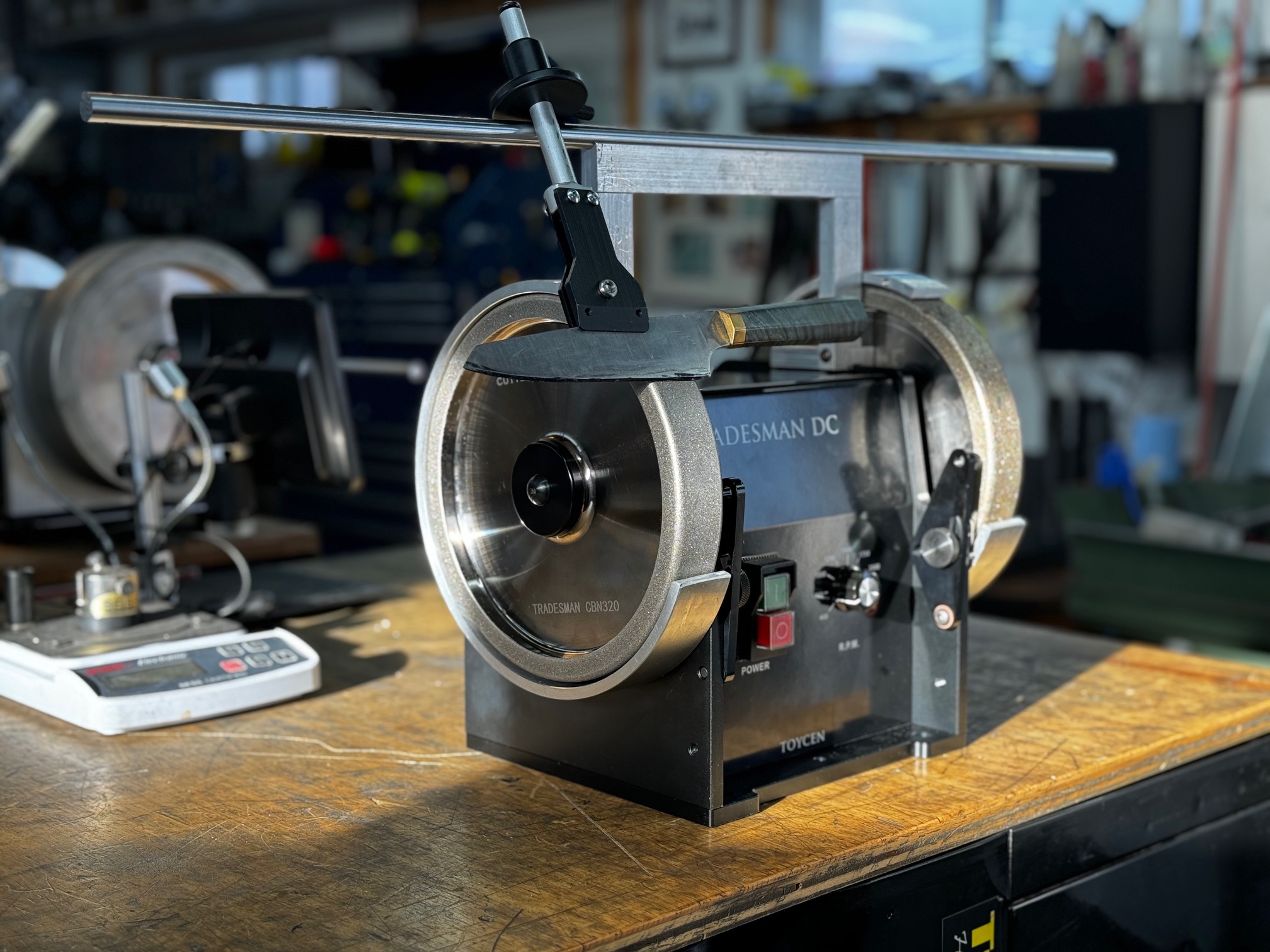
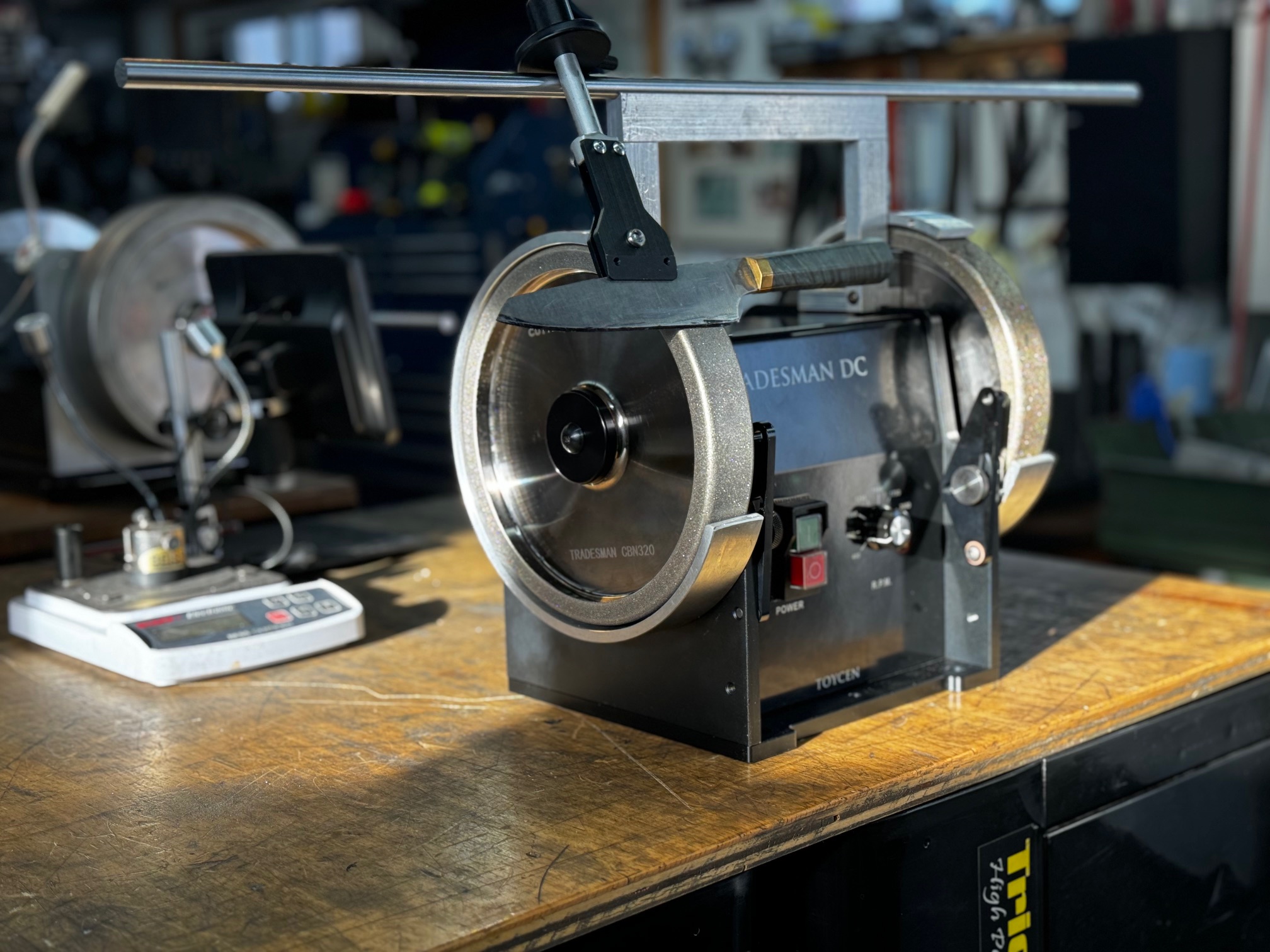
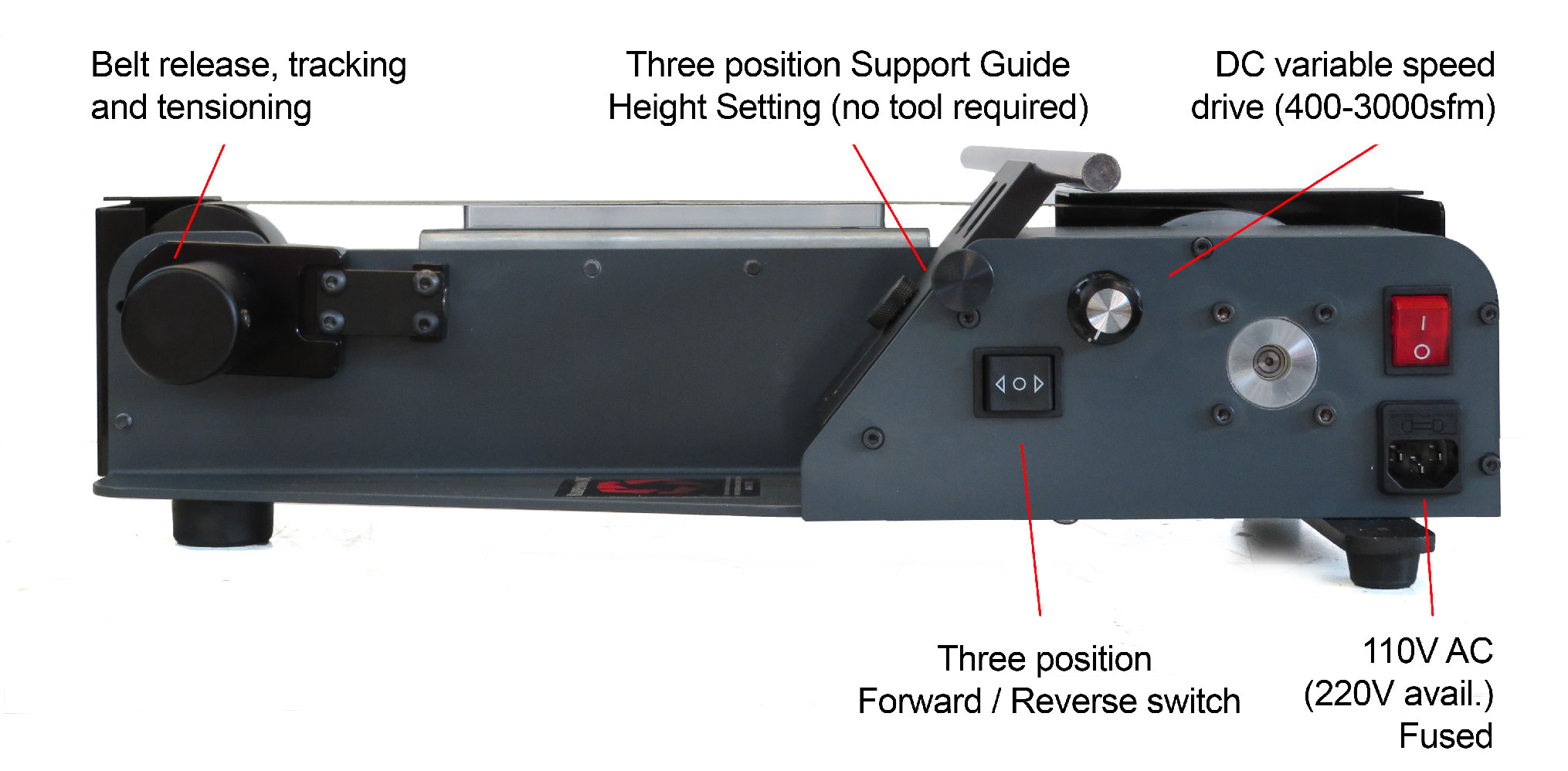
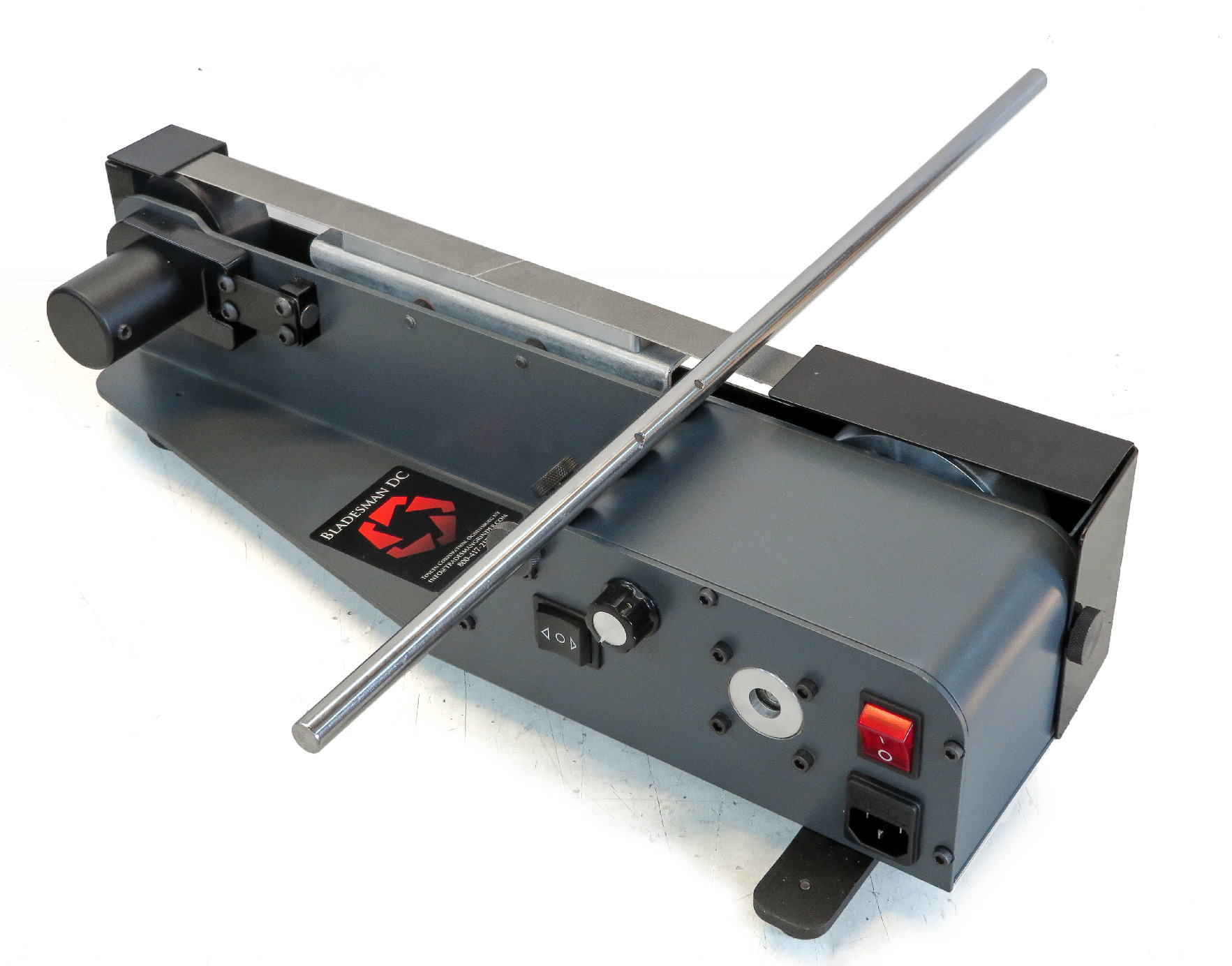
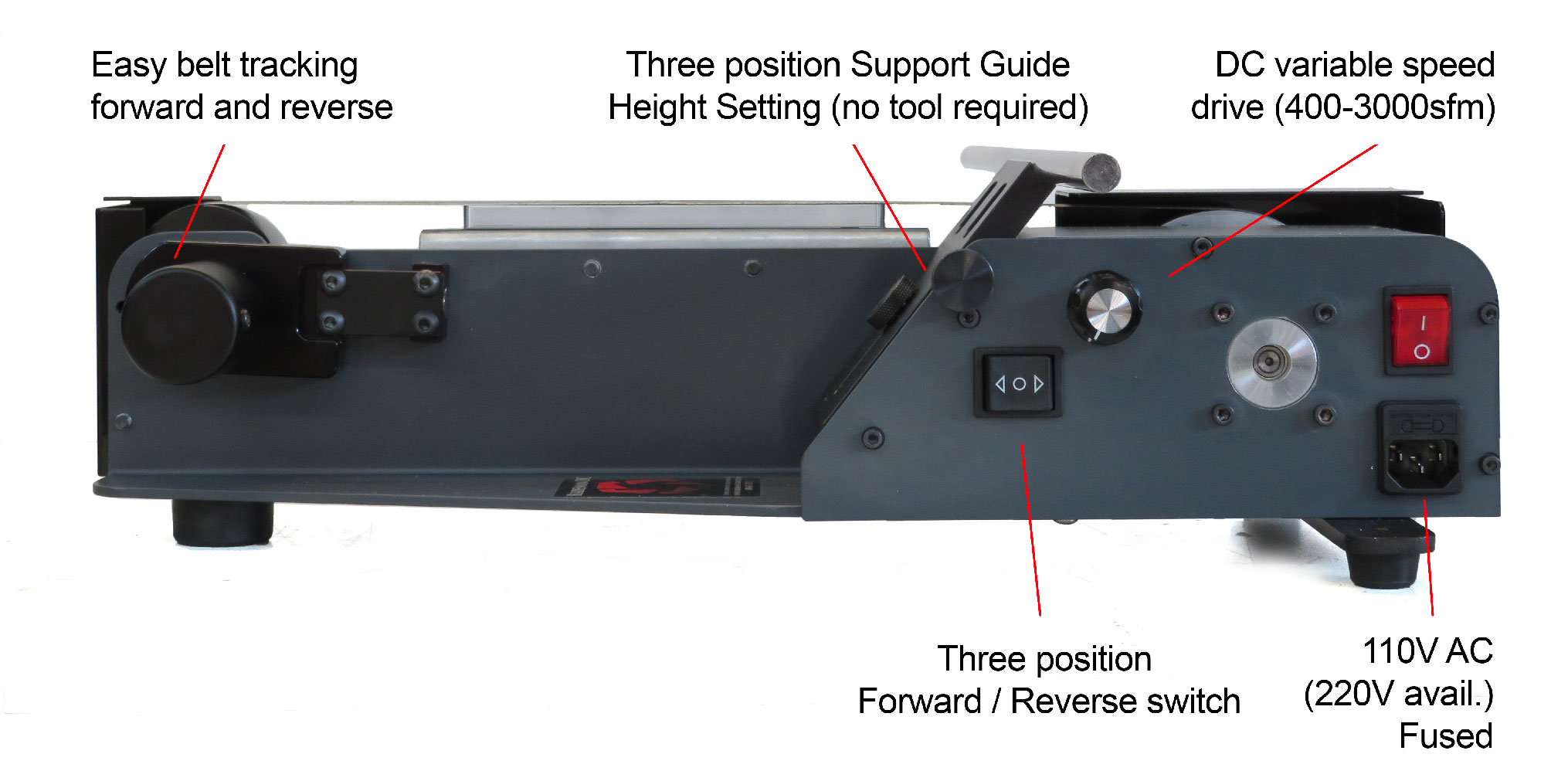
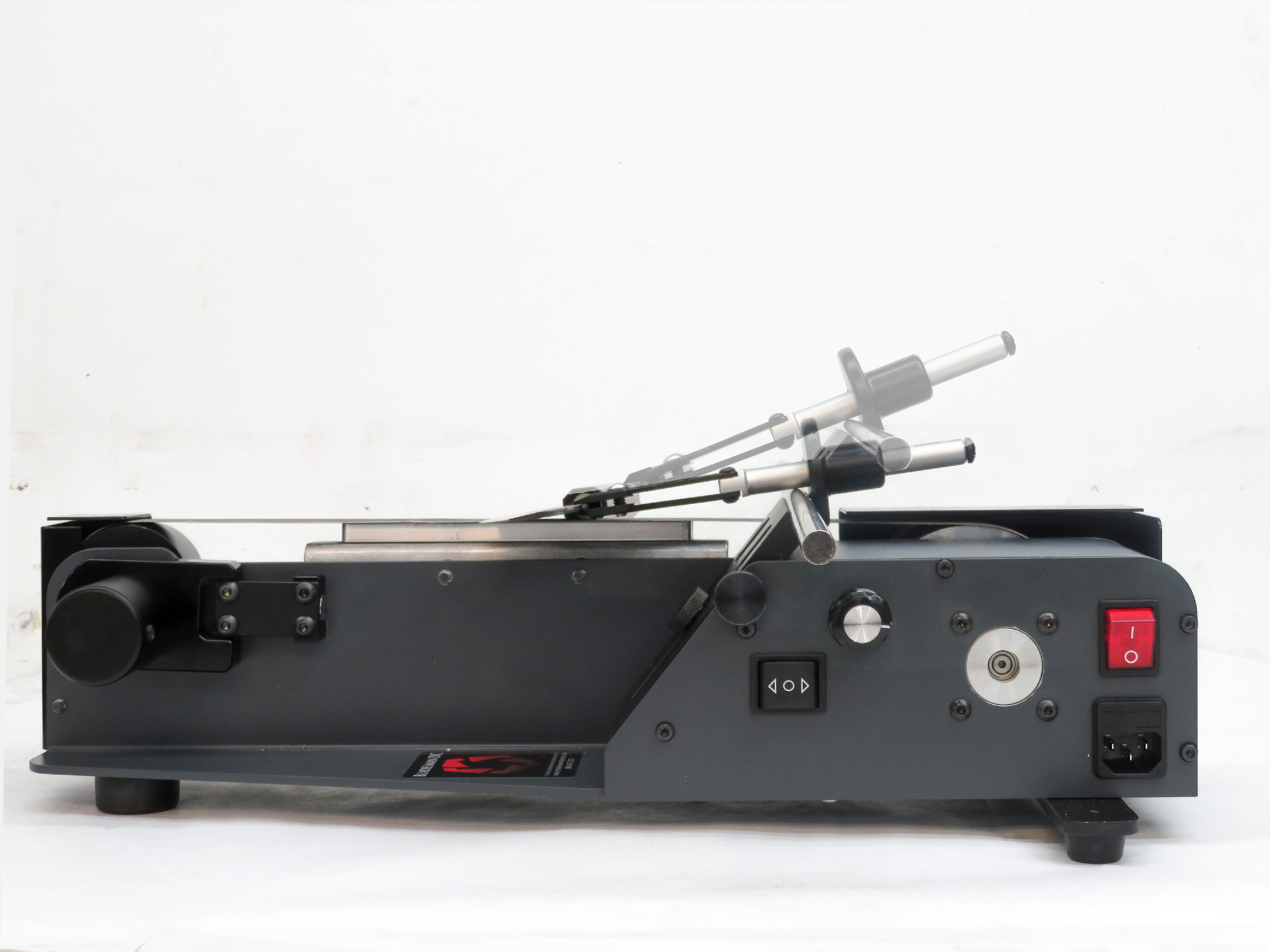
EDGE Belt over Wheel for 2 x 42 250 mm Wheels Variable Speed Reversing Wet Belt
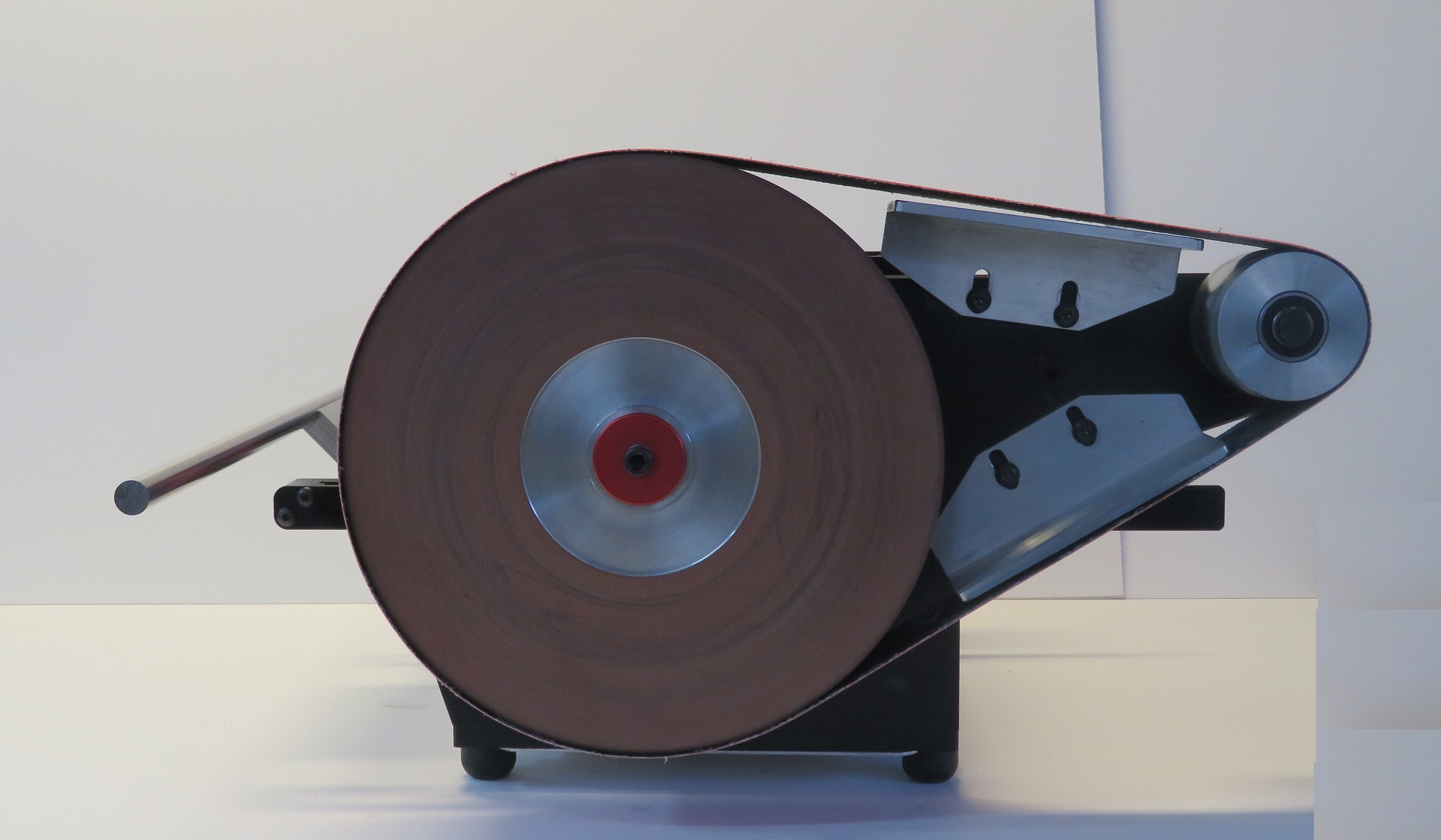
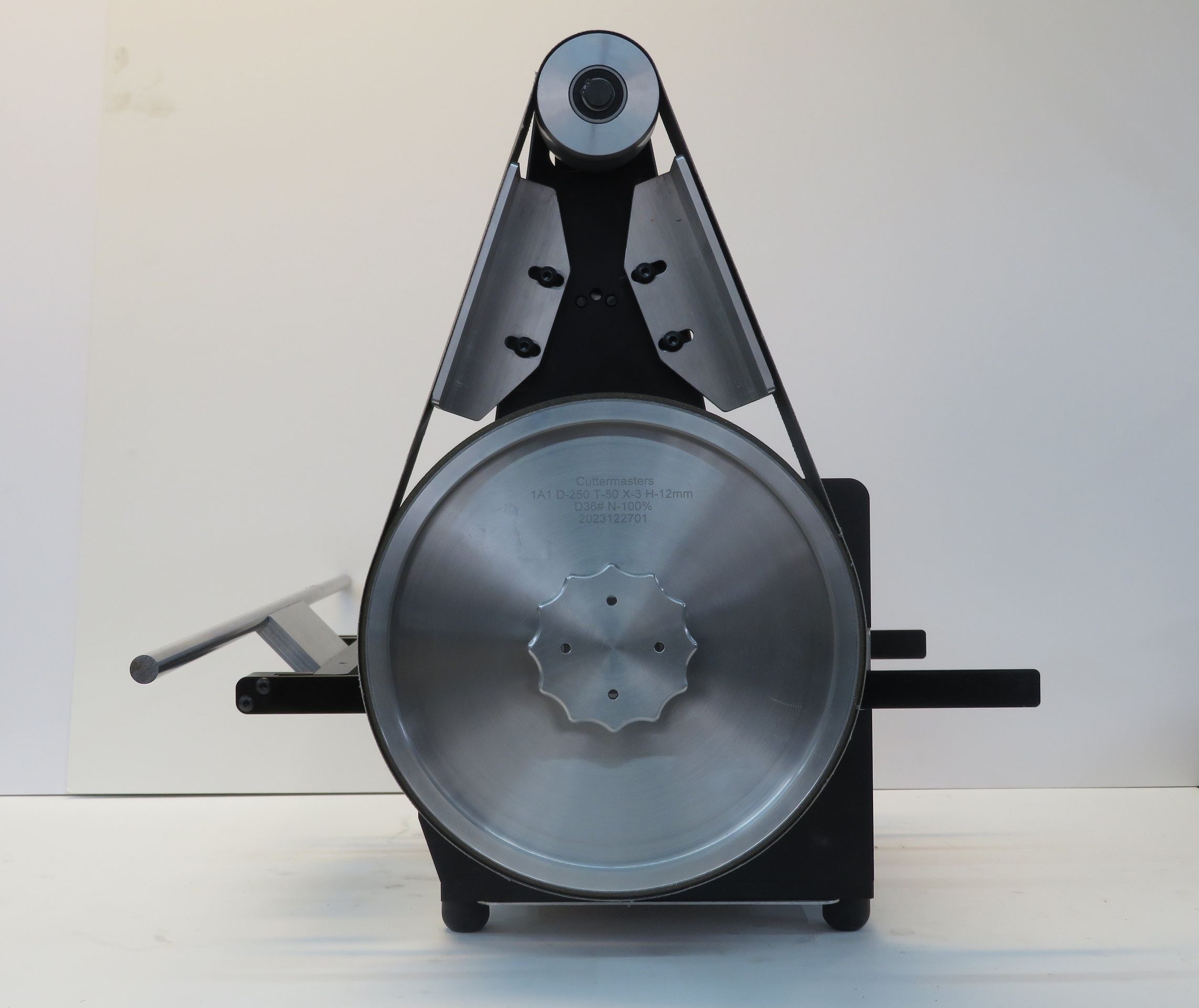


Edge 2 x 42 Belt over wheel Edge Accuracy Edge Composite Honing wheel
 One set of 250 mm wheels can now last a for years!
One set of 250 mm wheels can now last a for years!
With the Belt over wheel, system you can use a belt grit of your choice for roughing in Apexes that
need a lot of material removed without wearing out your expensive wheels.
Keep in mind the Edge Apex is a wheeled machine the belt over wheel is a complimentary feature
Pop off the belt and finish with the wheel grit of your choice
Hone with the new EDGE Composite wheel and super-abrasive spray

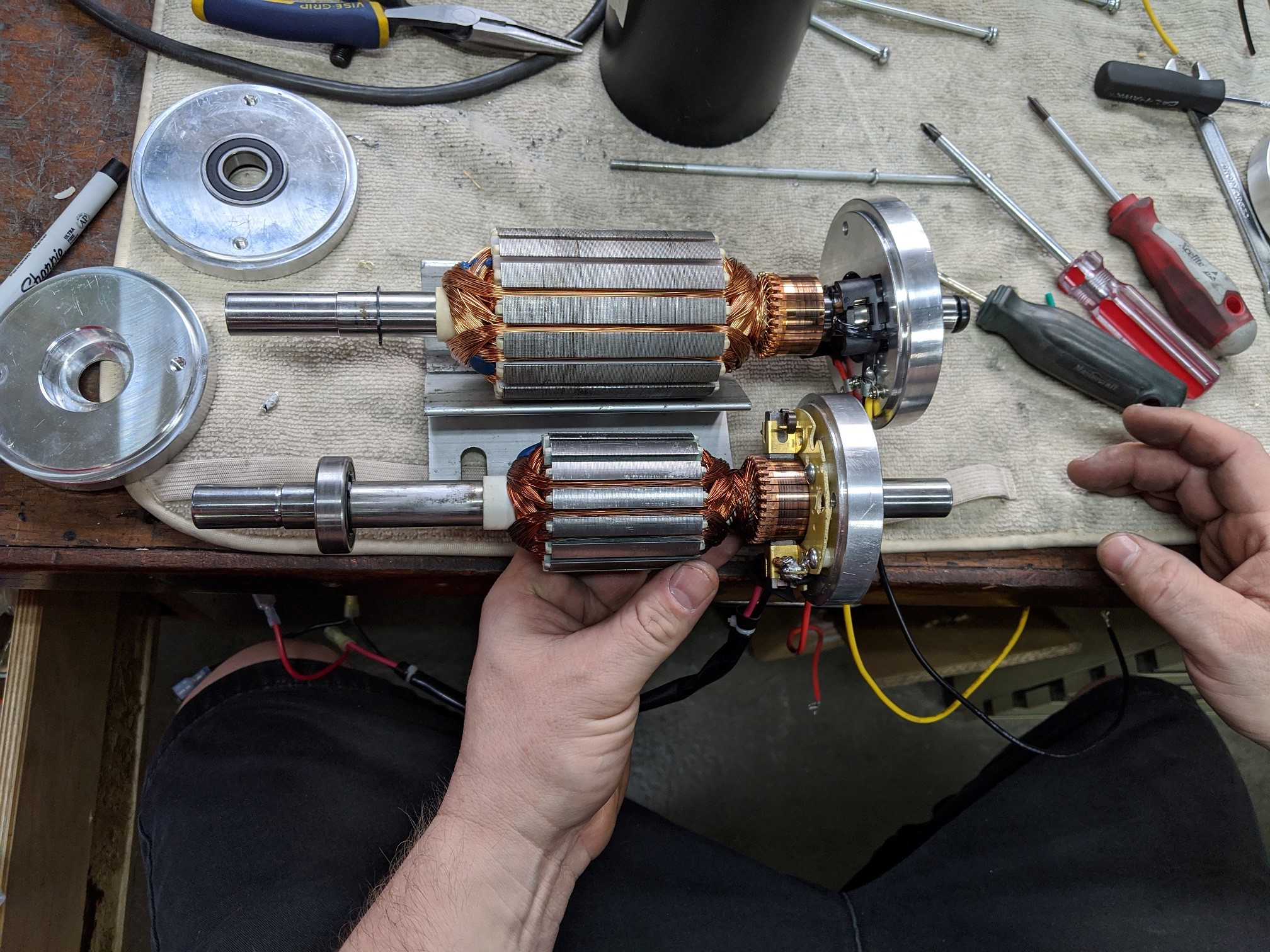
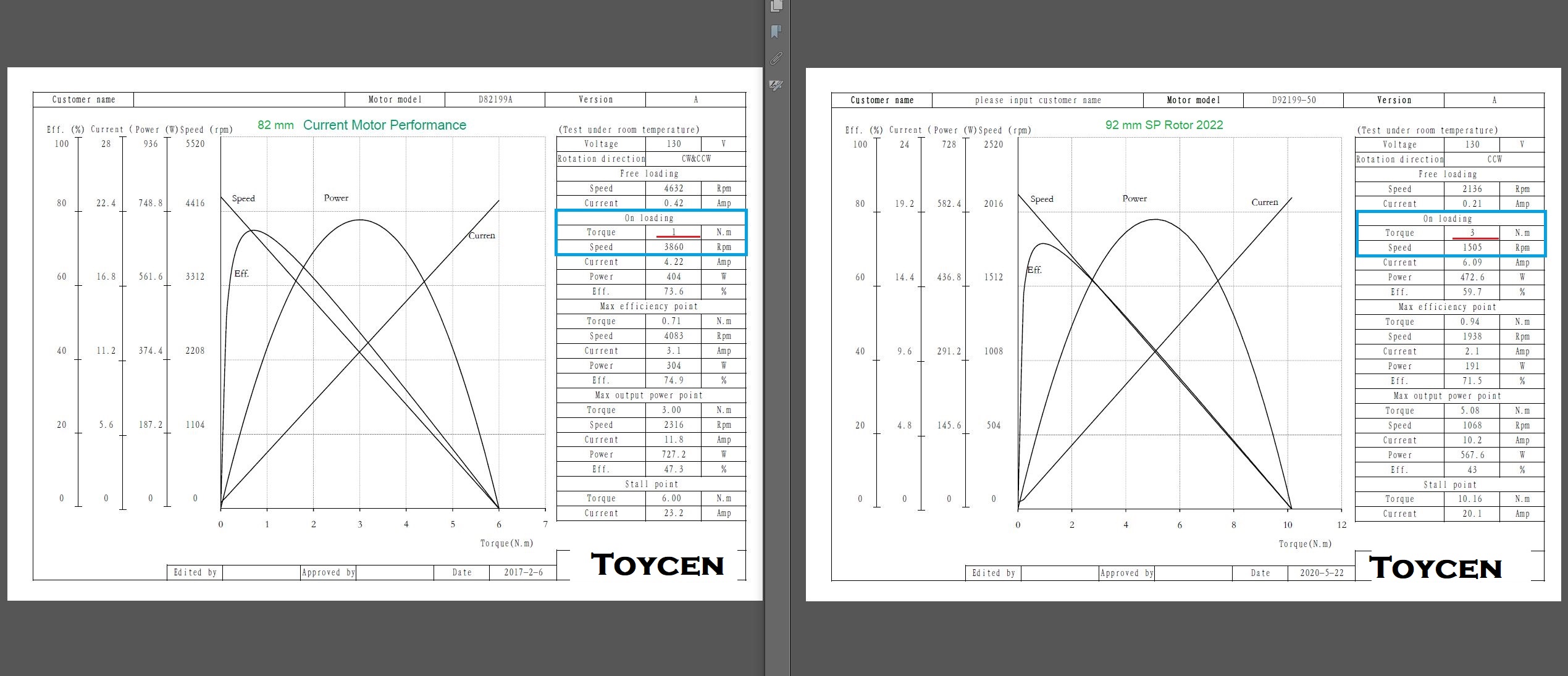
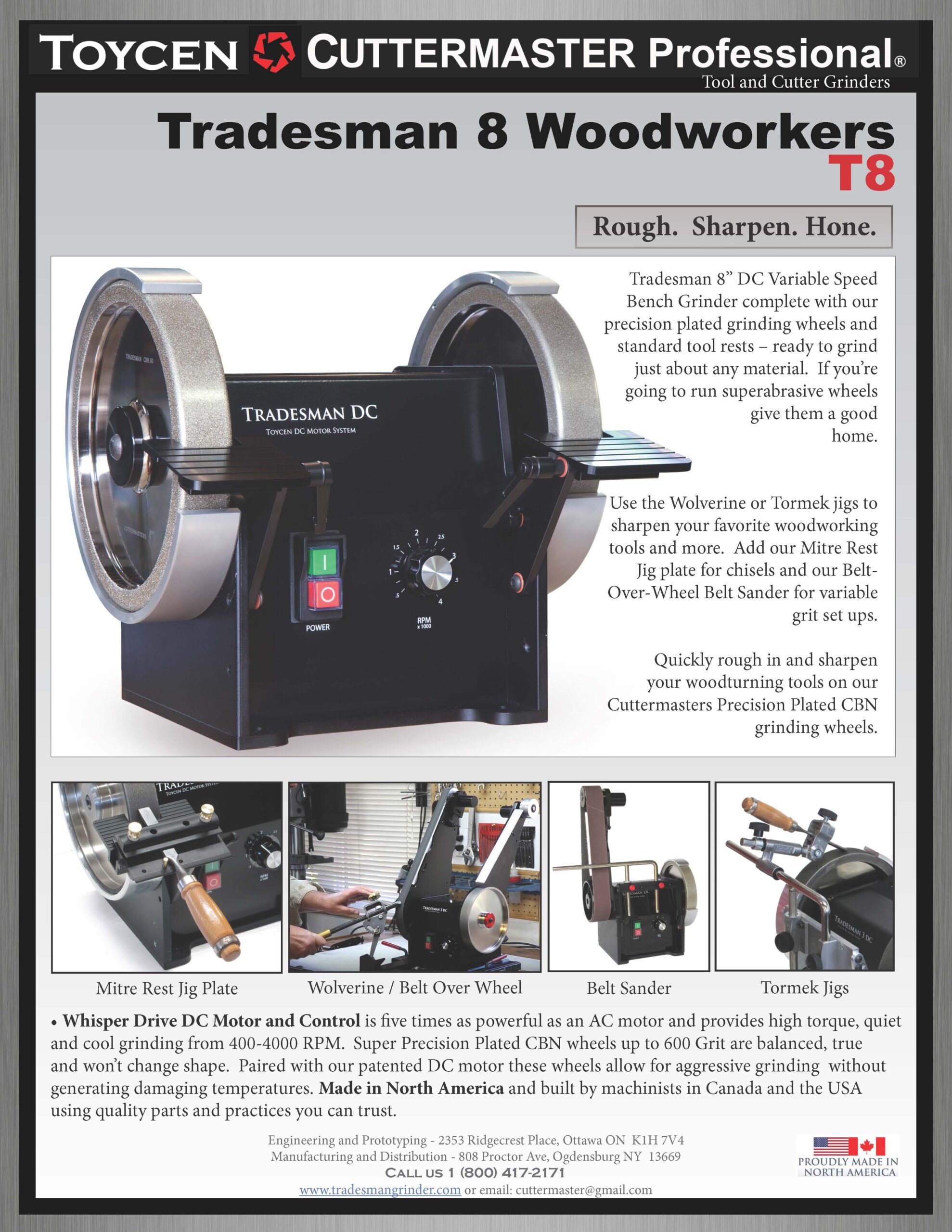
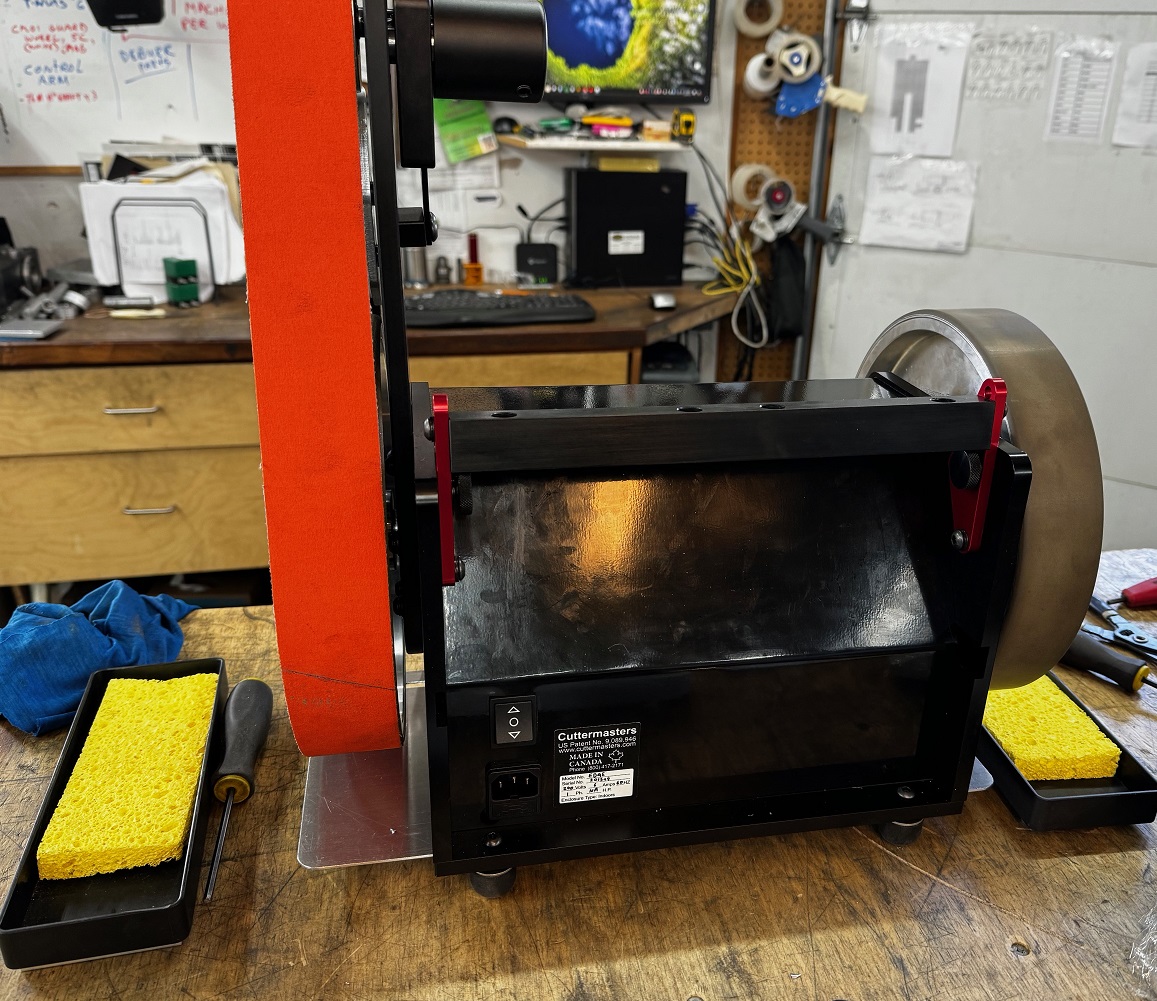
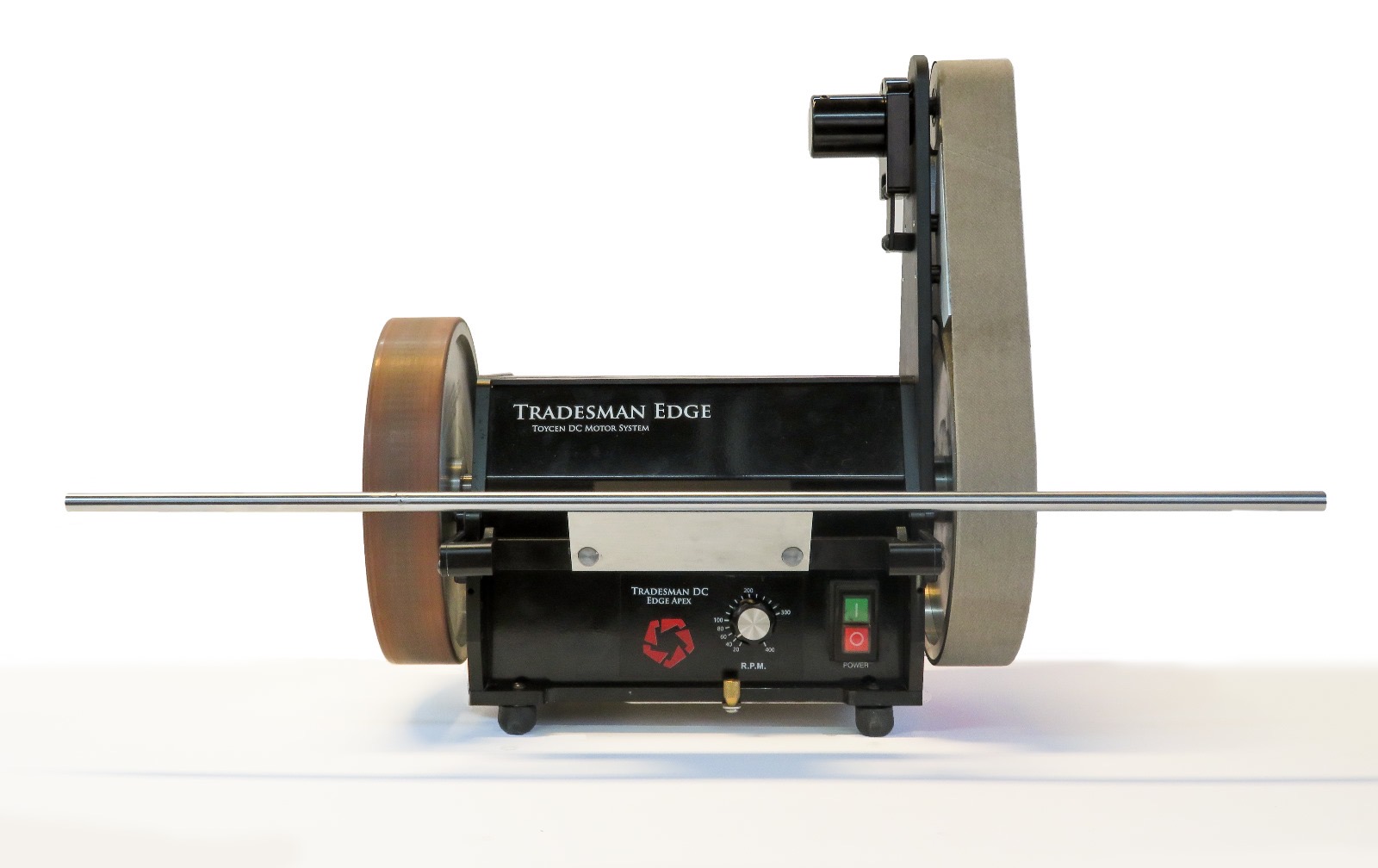
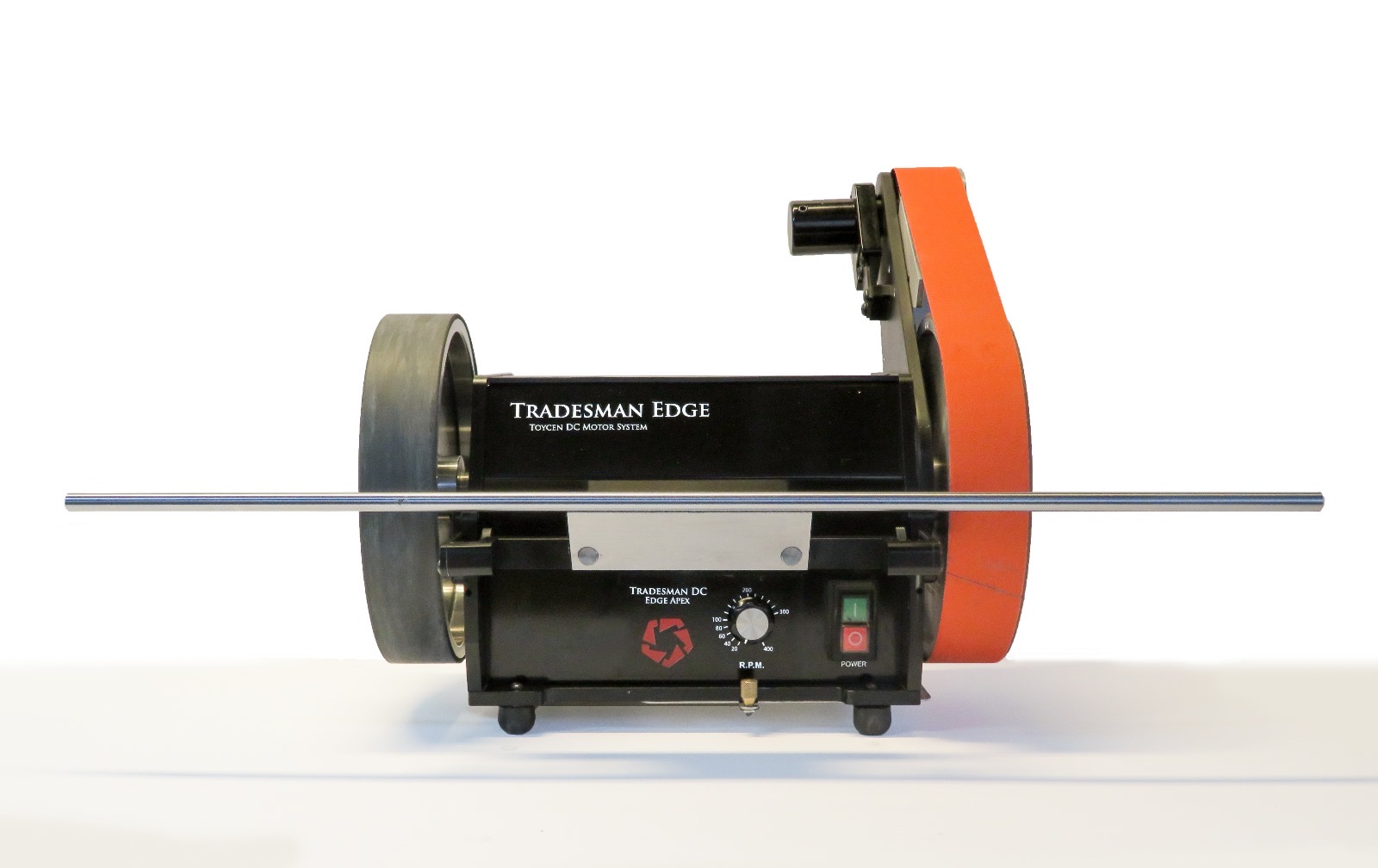
2023 Tradesman 8 892 Woodturner
The new T8 delivers good torque thru a range of speeds
DC motors are good for that.
Speed range is 500 to 2200
Best part:
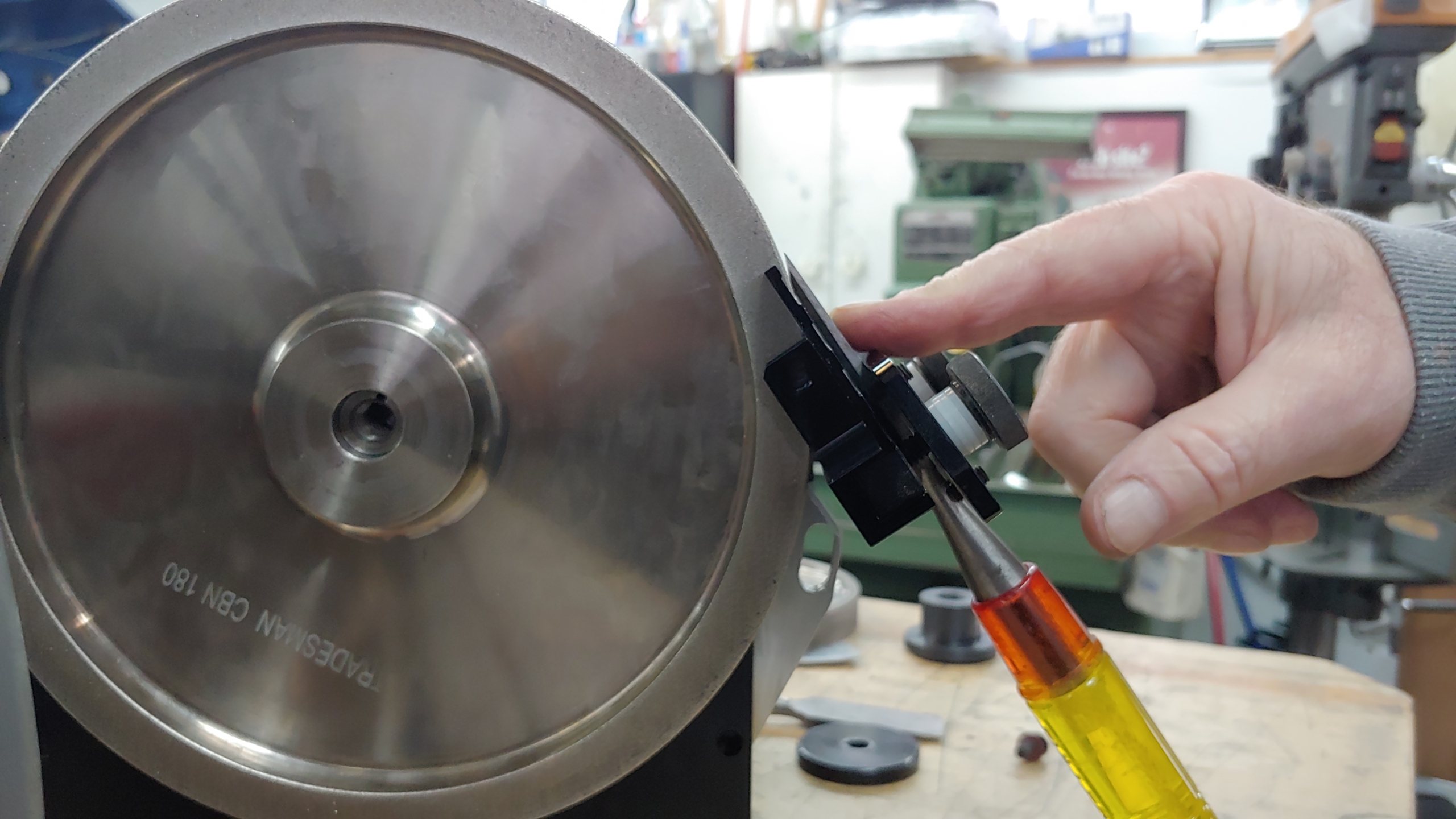
The precision motor shafts combined with speed control are ideally
suited for Plated bond CBN wheels
New redesigned Body assembly and Covers to accommodate the 92mm 130 VDC
Thrust flange design captures better wheel run out.
New Motor SCR Control board is available which is UL and CU and RoHS State of the art.
Faster Torque Compensation
The new 92 mm Motor with Patented Enhanced Magnetics is far more effective at 8-inch wheel speeds (lower RPM)
New Close reach Miter Rest Mitre Rest Jig Plate – Close Reach – Cuttermasters
In this arena, this is the only machine designed to run Super abrasive wheels and make them last.